Elektroda grafit EDM digunakan dalam proses electrical discharge machining ketika elektroda harus mempertahankan detail bentuk, menghantarkan listrik dengan baik, dan tetap bekerja stabil selama siklus percikan yang berulang. Elektroda ini bukan sekadar blok grafit biasa. Grade material, struktur butir, kualitas pemesinan, dan geometri akhir semuanya dapat memengaruhi hasil EDM.
Dalam banyak proyek tooling, grafit dipilih karena dapat dikerjakan menjadi bentuk yang detail dan digunakan untuk aplikasi elektroda yang menuntut presisi. Pilihannya bukan hanya antara grafit dan tembaga. Pembeli juga perlu mempertimbangkan blok grafit standar dibanding elektroda kustom siap pakai, elektroda untuk roughing dibanding elektroda detail halus, serta tooling umum dibanding pekerjaan EDM presisi.
Poin penting: Performa elektroda EDM sudah ditentukan sebelum mesin EDM mulai berjalan. Grade material, geometri elektroda, hasil akhir permukaan, dan akurasi pemesinan semuanya penting.
Mengapa Grafit Digunakan dalam EDM
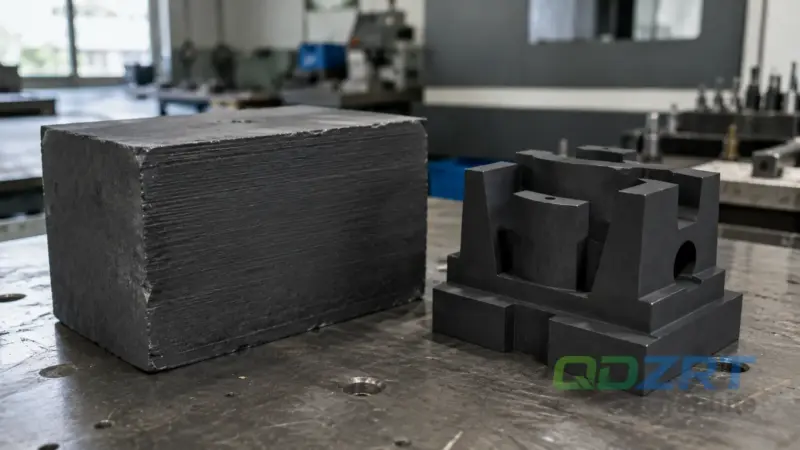
Grafit memiliki kombinasi sifat yang berguna, termasuk konduktivitas listrik, stabilitas termal, kemudahan pemesinan, dan perilaku dimensi yang baik. Sifat-sifat ini membuat grafit praktis digunakan untuk elektroda EDM, insert cetakan, komponen tooling presisi, dan bagian lain yang membutuhkan detail serta pengulangan dimensi.
Nilai grafit menjadi lebih jelas ketika elektroda memiliki rib, slot, bagian tipis, detail dalam, atau bentuk yang sulit diproduksi secara efisien dari material lain. Grafit dapat dimilling menjadi bentuk yang kompleks, kemudian digunakan sebagai elektroda kerja dalam proses EDM.
Catatan material: Grade grafit yang tepat bergantung pada detail elektroda, perilaku keausan yang diharapkan, target hasil akhir permukaan, dan jumlah produksi.
Blok Grafit atau Elektroda Siap Pakai?
Pembeli EDM biasanya memilih salah satu dari dua jalur. Sebagian membeli blok grafit dan memproses elektroda di fasilitas mereka sendiri. Sebagian lainnya mengirim gambar teknik atau sampel, lalu memesan elektroda grafit jadi atau komponen tooling grafit kustom.
Dua jalur yang umum:
Blok grafit: berguna ketika pembeli memiliki kapasitas pemesinan internal dan membutuhkan fleksibilitas material.
Komponen grafit hasil pemesinan kustom: berguna ketika pembeli membutuhkan elektroda, insert, fixture, atau komponen tooling siap pakai yang dibuat berdasarkan gambar teknik.
Tidak ada jalur yang otomatis lebih baik. Pilihan yang paling praktis bergantung pada kapasitas pemesinan, kompleksitas elektroda, toleransi, kebutuhan finishing, jumlah pesanan, dan seberapa cepat komponen jadi dibutuhkan.
Faktor yang Mengubah Hasil Elektroda
Perubahan kecil pada material elektroda dan proses pemesinan dapat mengubah performa EDM. Ukuran butir dapat memengaruhi detail dan hasil permukaan. Densitas dan kekuatan dapat memengaruhi penanganan serta perilaku keausan. Kualitas pemesinan dapat memengaruhi ketajaman sudut, pengulangan dimensi, dan seberapa baik elektroda sesuai dengan cavity atau fitur yang dituju.
Untuk elektroda detail halus, grafit harus dipilih sesuai dengan pekerjaan. Rib tipis, sudut tajam, pocket dalam, dan fitur kecil membutuhkan keputusan material dan pemesinan yang lebih hati-hati dibanding elektroda sederhana berbentuk blok.
“Untuk elektroda EDM, gambar teknik menunjukkan bentuknya. Grade material dan proses pemesinan menentukan seberapa andal bentuk tersebut dapat diproduksi dan digunakan.”
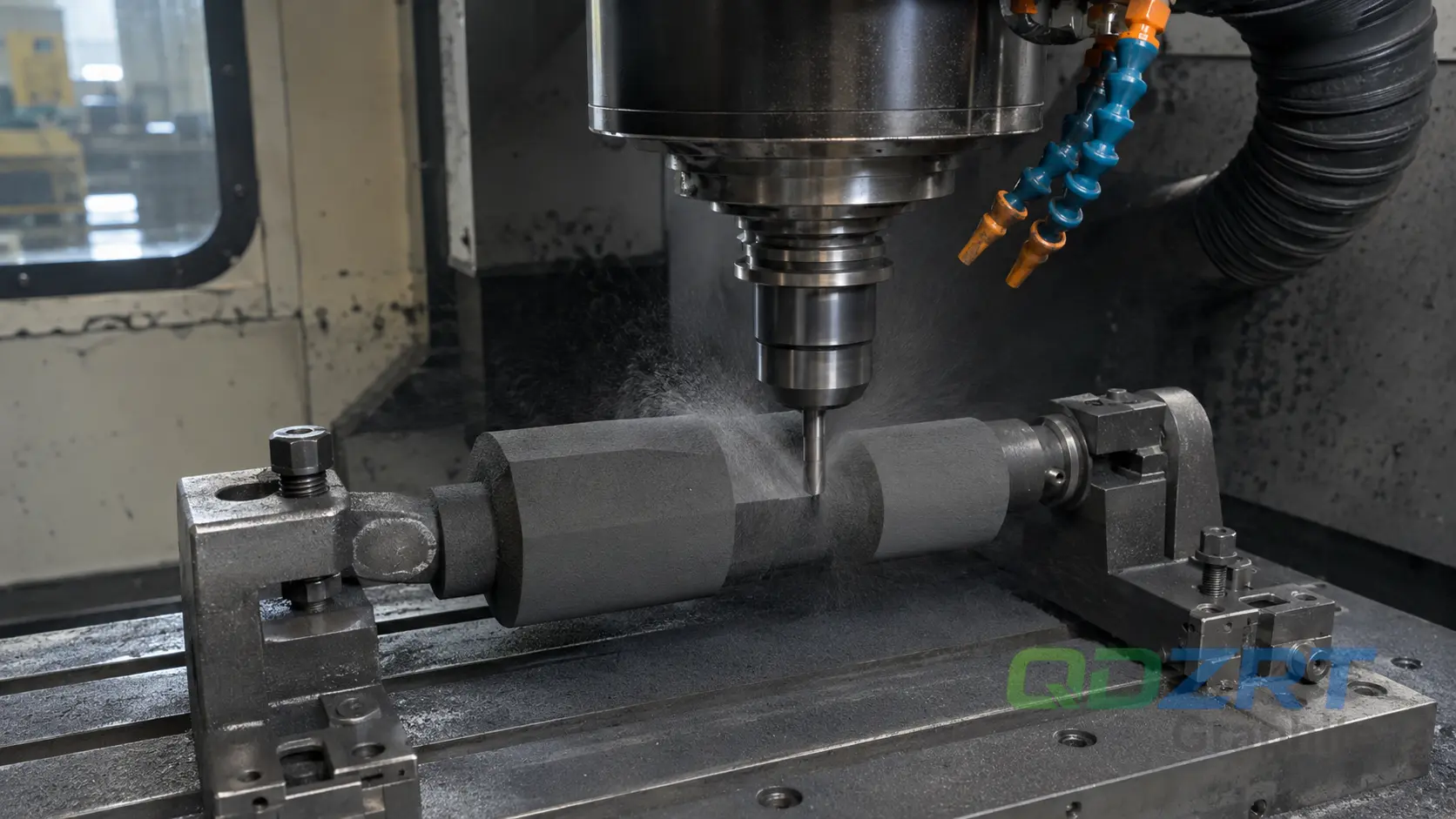
Pemesinan Elektroda
Elektroda grafit EDM dapat memerlukan proses milling, drilling, profiling, slotting, dan finishing. Jalur pemesinan bergantung pada bentuk elektroda dan fitur yang harus dikontrol.
Detail yang paling penting biasanya meliputi ketajaman sudut, kekuatan rib, konsistensi permukaan, panjang elektroda, bagian pemasangan, dan pengulangan dimensi di antara beberapa elektroda. Jika elektroda menjadi bagian dari pekerjaan berulang, rencana material dan pemesinan harus mendukung komponen pengganti yang konsisten.
Tips: Jika beberapa elektroda termasuk dalam cetakan atau set tooling yang sama, kirimkan seluruh kelompok elektroda secara bersamaan. Hal ini membantu menghindari perbedaan material atau keputusan pemesinan yang tidak konsisten di antara bagian yang saling terkait.
Kapan Wire EDM Perlu Dipertimbangkan
Beberapa fitur elektroda grafit sulit dibuat hanya dengan milling. Sudut dalam yang sangat rapat, profil sempit, atau kebutuhan kelurusan khusus dapat memerlukan jalur pemesinan lain. Wire EDM dapat dipertimbangkan ketika bentuk atau kebutuhan finishing membuat pemotongan konvensional menjadi kurang efisien.
Namun, bukan berarti setiap elektroda harus dibuat dengan Wire EDM. Ini hanya salah satu opsi dalam rencana pemesinan. Metode yang tepat bergantung pada geometri, hasil akhir permukaan, toleransi, grade material, dan jadwal produksi.
Kesimpulan
Elektroda grafit EDM bekerja dengan baik ketika pemilihan material dan proses pemesinan sesuai dengan tugas elektroda tersebut. Elektroda sederhana mungkin hanya membutuhkan blok grafit yang tepat dan pemesinan yang bersih. Elektroda dengan detail halus dapat membutuhkan perhatian lebih pada grade, struktur butir, perlindungan sudut, hasil akhir permukaan, dan pengulangan dimensi.
Kesimpulan utama: Elektroda grafit EDM bukan hanya tooling habis pakai. Elektroda ini adalah komponen grafit presisi, dan performanya bergantung pada pemilihan material serta kontrol pemesinan.
Untuk pilihan material EDM dan aplikasi tooling, lihat halaman EDM and Precision Tooling QDZRT. Untuk komponen jadi berbasis gambar teknik, lihat halaman Custom Graphite Machined Parts.
Masukan Anda membantu kami meningkatkan artikel teknis untuk pembeli industri.
Maaf, artikel ini belum sepenuhnya membantu.
Anda dapat memberi tahu bagian artikel yang kurang jelas, informasi yang kurang, atau topik yang perlu ditambahkan.


