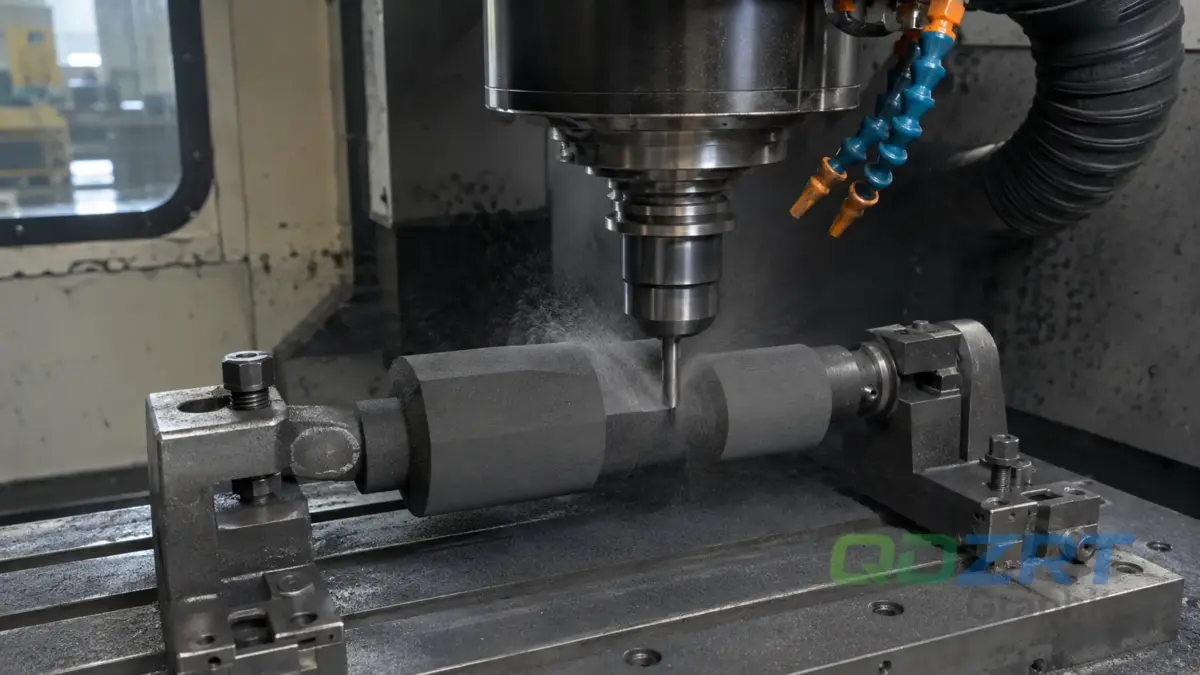
Grafit dapat dimesin, tetapi tidak boleh diperlakukan seperti logam, plastik, atau keramik. Komponen grafit mungkin terlihat sederhana pada gambar, namun tetap dapat menimbulkan masalah selama pemotongan, pembersihan, inspeksi, pengepakan, atau perakitan akhir.
Tantangan utamanya bukan hanya apakah bentuknya dapat dipotong. Pertanyaan yang lebih berguna adalah: apakah gambar telah ditinjau untuk mempertimbangkan kerapuhan, sifat abrasif, debu, cara penjepitan, dan perilaku toleransi grafit?
KESIMPULAN UTAMA
Sebagian besar masalah pemesinan grafit dimulai sebelum pemotongan pertama. Kelas material, geometri komponen, pemilihan alat, kontrol debu, metode penjepitan, dan rencana toleransi harus ditinjau bersama sebelum produksi.
1. Grafit Bersifat Rapuh, Jadi Desain Tepi Itu Penting
Grafit dapat dimesin menjadi bentuk yang presisi, tetapi tidak berperilaku seperti logam ulet. Grafit tidak melentur sebelum patah dengan cara yang sama. Rusuk tipis, sudut tajam, lubang kecil, alur sempit, dan bagian panjang yang tidak ditopang dapat retak atau patah jika desain tidak ditinjau untuk grafit.
Tepi tajam harus dipisahkan menjadi tepi fungsional dan non-fungsional. Tepi penyegel, langkah penempatan, atau permukaan kontak mungkin memerlukan perlindungan. Tepi kosmetik mungkin lebih baik dengan talang atau radius kecil.
⚠ Risiko: Jika setiap tepi grafit diperlakukan sebagai tepi tajam yang sempurna, komponen jadi mungkin lebih rapuh selama pemesinan, pembersihan, pengepakan, dan pemasangan.
✓ Catatan Gambar yang Lebih Baik
“Tepi fungsional ditandai pada gambar. Tepi tajam non-fungsional dapat menerima talang kecil setelah peninjauan pemasok.”
2. Keausan Alat Lebih Tinggi dari yang Diperkirakan Banyak Pembeli
Grafit bersifat abrasif. Alat pemotong dapat aus lebih cepat dibandingkan pada banyak logam atau plastik. Saat alat aus, dimensi dapat bergeser, tepi menjadi kurang bersih, dan hasil akhir permukaan dapat berubah dari komponen pertama hingga komponen terakhir.
Pemilihan perkakas dan kontrol penggantian perkakas merupakan bagian dari kualitas pemesinan grafit. Tergantung pada tingkat grafit, geometri, dan jumlah produksi, perkakas karbida, perkakas berlapis, perkakas berlapis berlian, atau strategi perkakas lainnya dapat dipertimbangkan.
| Masalah Perkakas | Mengapa Ini Penting | Apa yang Perlu Dikonfirmasi |
|---|---|---|
| Keausan abrasif | Dapat mempengaruhi dimensi dan kualitas tepi selama proses produksi | Kuantitas, dimensi kritis, frekuensi inspeksi |
| Fitur kecil | Memerlukan kondisi perkakas yang stabil dan strategi pemesinan yang sesuai | Ukuran lubang, lebar slot, detail sudut, toleransi |
| Permukaan akhir | Dapat berubah jika perkakas tidak dikelola dengan hati-hati | Permukaan fungsional, permukaan kontak, persyaratan visual |
Keputusan perkakas harus disesuaikan dengan tingkat grafit, geometri, toleransi, kuantitas, dan persyaratan permukaan akhir.
3. Debu Grafit Adalah Masalah Proses dan Kualitas
Grafit biasanya dimesin dalam keadaan kering, dan pemesinan kering menghasilkan debu halus. Debu ini bukan hanya masalah kebersihan. Debu ini dapat mempengaruhi perawatan mesin, permukaan pengukuran, lubang kecil, kebersihan bagian jadi, dan kondisi pengemasan.
Kontrol debu harus dianggap sebagai bagian dari proses pemesinan. Ini mendukung permukaan yang lebih bersih, inspeksi yang lebih andal, dan penanganan fitur grafit kecil atau detail yang lebih baik.
💡 Tip praktis: Jika bagian tersebut memiliki lubang kecil, alur, kantong buta, atau permukaan yang sensitif terhadap kontaminasi, tambahkan ekspektasi pembersihan dan pengemasan ke dalam RFQ(permintaan penawaran) daripada mendiskusikannya setelah pemesinan.
4. Penjepitan Benda Kerja Dapat Mempengaruhi Akurasi dan Permukaan Akhir
Bagian grafit mungkin memerlukan penjepitan benda kerja yang hati-hati karena materialnya dapat terkelupas di bawah tekanan titik atau bergetar jika bagiannya tipis. Menjepit pelat, cincin, balok, atau perlengkapan grafit terlalu agresif dapat melindungi pengaturan tetapi merusak bagian tersebut. Menahannya terlalu longgar dapat menimbulkan getaran atau ketidaksesuaian dimensi.
Penjepitan benda kerja harus sesuai dengan bentuk bagian dan permukaan fungsional. Untuk beberapa bagian, metode penjepitan yang paling aman bergantung pada sisi mana yang dapat disentuh, tepi mana yang rapuh, dan dimensi mana yang harus diperiksa setelah pemesinan.
⚠ Risiko: Jika permukaan fungsional juga digunakan sebagai permukaan penjepitan kasar, bagian tersebut dapat kehilangan kualitas permukaan sebelum mencapai inspeksi akhir.
5. Geometri Kompleks Harus Ditinjau Sebelum Penawaran
Komponen grafit mesin khusus QDZRT adalah komponen berbasis gambar yang diproduksi dari pilihan material grafit seperti grafit isostatik, cetakan, ekstrusi, butiran halus, atau kemurnian tinggi. Gambar menentukan bentuknya, tetapi kondisi layanan membantu memutuskan apakah geometri dan material praktis bersama-sama.
Risiko geometri yang paling umum tidak selalu terlihat jelas dari gambar 2D. Dinding tipis mungkin terlihat dapat diterima sampai akses alat, pembuangan debu, penjepitan, dan pengepakan dipertimbangkan bersama-sama.
Tiga detail geometri yang perlu diperiksa:
1 Dinding tipis — periksa apakah bagian tersebut dapat bertahan dari pemesinan dan pengepakan.
2 Lubang dalam dan slot sempit — periksa akses alat, pembuangan debu, dan metode inspeksi.
3 Sudut tajam — putuskan apakah sudut tersebut fungsional atau dapat dibuat chamfer.
6. Toleransi Harus Mengikuti Fungsi
Toleransi yang ketat mungkin diperlukan untuk permukaan penempatan, permukaan penyegelan, detail elektroda, langkah perakitan, dan lubang kritis. Toleransi juga dapat menciptakan biaya yang dapat dihindari jika setiap tepi non-fungsional dan permukaan jarak bebas dikontrol terlalu ketat.
Gambar pemesinan grafit yang praktis memisahkan dimensi fungsional dari dimensi umum.
✓ Catatan Toleransi yang Lebih Baik
“Permukaan yang ditandai dan posisi lubang bersifat kritis. Dimensi non-fungsional lainnya dapat mengikuti toleransi pemesinan grafit umum setelah ditinjau oleh pemasok.”
7. Apa yang Harus Dikirim Sebelum Pemesinan Dimulai
RFQ(permintaan penawaran) yang jelas membantu pemasok mengevaluasi material, rute pemesinan, fitur risiko, dan ruang lingkup inspeksi sebelum produksi. Jika tingkat grafit belum dikonfirmasi, informasi aplikasi menjadi sangat penting.
💡 Satu Kalimat Paling Berguna untuk RFQ Anda:
“Harap tinjau bagian grafit ini untuk risiko pemesinan dan beri tahu kami material, toleransi, tepi, kontrol debu, atau detail pengemasan mana yang harus dikonfirmasi sebelum produksi.”
Informasi RFQ yang Direkomendasikan:
- Gambar, sampel, sketsa, atau dimensi target
- Tingkat grafit yang diperlukan, atau kondisi aplikasi jika tingkatnya tidak diketahui
- Kuantitas, kebutuhan prototipe, lot percobaan, atau ekspektasi pasokan batch
- Toleransi kritis, permukaan, kerataan, paralelisme, dan persyaratan tepi
- Dinding tipis, lubang dalam, slot, sudut tajam, atau fitur rapuh
- Persyaratan pembersihan, inspeksi, dan pengemasan
Kesimpulan Praktis
Tantangan pemesinan grafit dapat dikelola ketika bagian tersebut ditinjau sebelum produksi. Kerapuhan, keausan alat, debu, penjepitan benda kerja, geometri, toleransi, pembersihan, dan pengemasan harus diperlakukan sebagai persyaratan yang saling terkait, bukan masalah yang terpisah.
PESAN UTAMA AKHIR
Bagian grafit yang stabil dimulai dengan permintaan teknis yang jelas. Ketika pembeli membagikan gambar bersama dengan detail aplikasi, akan lebih mudah untuk mencocokkan tingkat material, strategi pemesinan, fokus inspeksi, dan perlindungan pengemasan dengan kondisi layanan yang sebenarnya.
Untuk komponen grafit berbasis gambar, tinjau halaman Custom Graphite Machined Parts milik QDZRT. Untuk material stok dan blanko permesinan, halaman Graphite Block merupakan titik awal yang lebih relevan.
Masukan Anda membantu kami meningkatkan artikel teknis untuk pembeli industri.
Maaf, artikel ini belum sepenuhnya membantu.
Anda dapat memberi tahu bagian artikel yang kurang jelas, informasi yang kurang, atau topik yang perlu ditambahkan.