EDM graphite electrodes are used in electrical discharge machining when the electrode must hold detail, conduct electricity, and work through repeated sparking cycles. The electrode is not just a block of graphite. Its grade, grain structure, machining quality, and finished geometry all affect the EDM result.
For many tooling projects, graphite is chosen because it can be machined into detailed shapes and used in demanding electrode applications. The choice is not only graphite versus copper. It is also stock graphite block versus finished custom electrode, rough electrode versus fine-detail electrode, and general tooling versus precision EDM work.
Key point: EDM electrode performance starts before the EDM machine runs. Material grade, electrode geometry, surface finish, and machining accuracy all matter.
Why Graphite Is Used in EDM
Graphite has a useful combination of electrical conductivity, thermal stability, machinability, and dimensional behavior. These properties make it practical for EDM electrodes, mold inserts, precision tooling parts, and other components where detail and repeatability matter.
The value of graphite becomes clearer when the electrode has ribs, slots, thin sections, deep detail, or a shape that would be difficult to produce efficiently from another material. Graphite can be milled into complex forms, then used as the working electrode in the EDM process.
Material note: The right graphite grade depends on electrode detail, expected wear behavior, surface finish target, and production quantity.
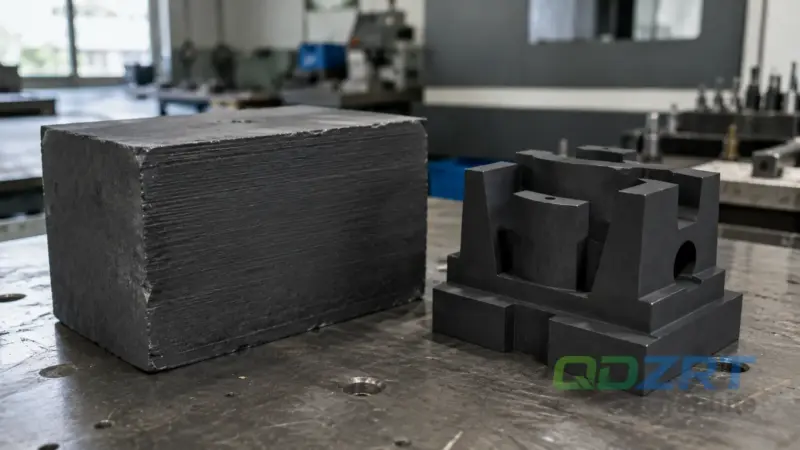
Graphite Block or Finished Electrode?
EDM buyers usually follow one of two routes. Some buy graphite block and machine electrodes in-house. Others send drawings or samples and order finished graphite electrodes or custom graphite tooling components.
Two common routes:
Graphite block: useful when the buyer has internal machining capacity and wants material flexibility.
Custom machined graphite part: useful when the buyer needs a ready-to-use electrode, insert, fixture, or tooling component made to drawing.
Neither route is automatically better. The practical choice depends on machining capacity, electrode complexity, tolerance, finish requirement, quantity, and how quickly the finished component is needed.
What Changes the Electrode Result
Small changes in electrode material and machining can change EDM performance. Grain size can affect detail and finish. Density and strength can affect handling and wear behavior. Machining quality can affect corner definition, repeatability, and how well the electrode matches the intended cavity or feature.
For fine-detail electrodes, the graphite should be matched to the work. Thin ribs, sharp corners, deep pockets, and small features need more careful material and machining decisions than simple block-shaped electrodes.
“For EDM electrodes, the drawing shows the shape. The grade and machining route decide how reliably that shape can be produced and used.”
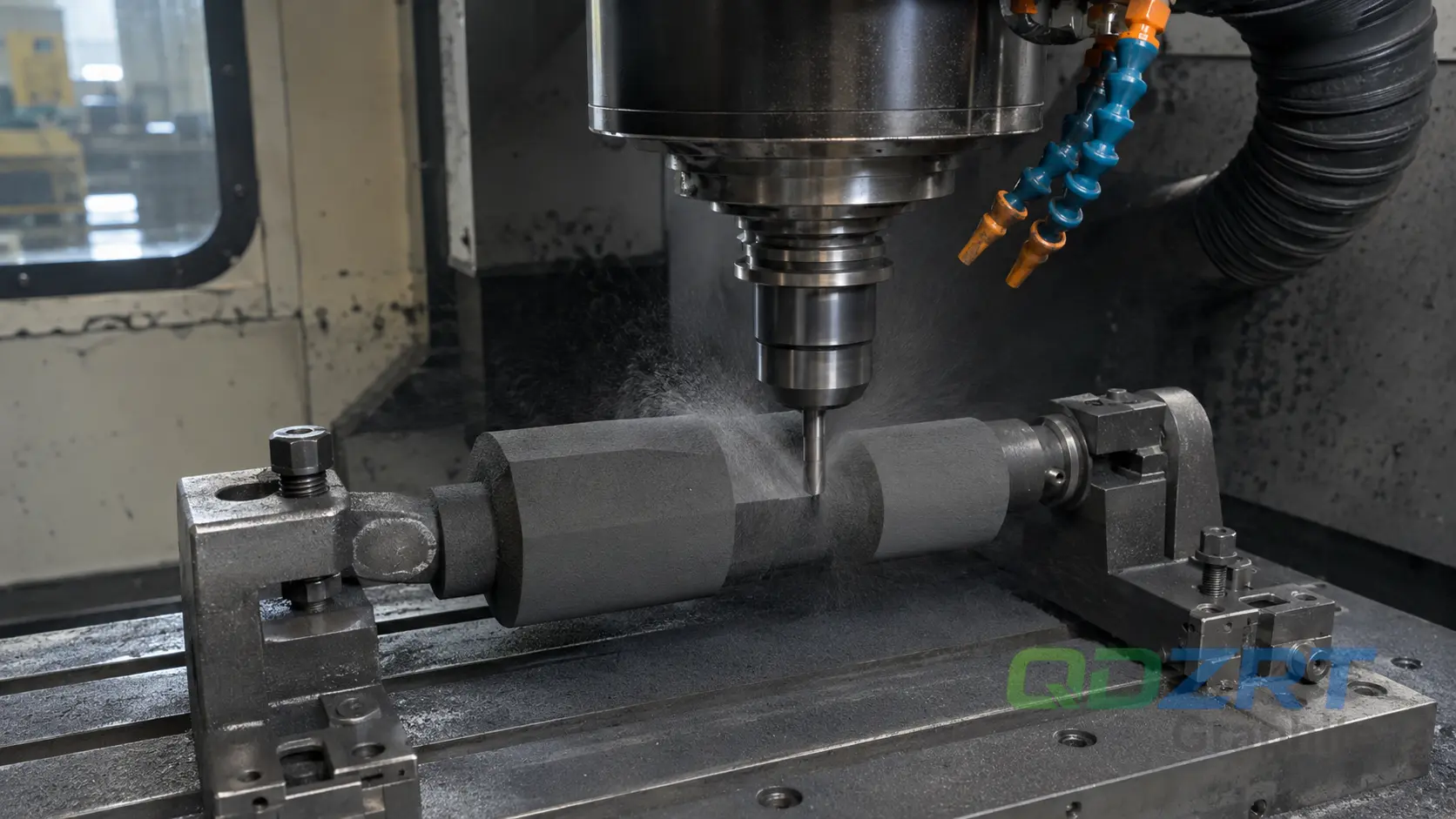
Machining the Electrode
EDM graphite electrodes may require milling, drilling, profiling, slotting, and finishing work. The machining route depends on the electrode shape and the features that must be controlled.
The most important details are usually corner definition, rib strength, surface consistency, electrode length, mounting features, and dimensional repeatability across multiple electrodes. If the electrode is part of a repeat job, the material and machining plan should support consistent replacement parts.
Tip: If several electrodes belong to the same mold or tooling set, send the full electrode group together. It helps avoid inconsistent material or machining decisions between related parts.
When Wire EDM Enters the Picture
Some graphite electrode features are difficult to make by milling alone. Very tight inside corners, narrow profiles, or special straightness requirements may call for another machining route. Wire EDM can be considered when the shape or finish requirement makes conventional cutting inefficient.
That does not mean every electrode should be made by wire EDM. It is one option in the machining plan. The right method depends on geometry, finish, tolerance, material grade, and production schedule.
Conclusion
EDM graphite electrodes work well when the material route and machining route match the electrode’s job. A simple electrode may only need the right block and clean machining. A fine-detail electrode may need closer attention to grade, grain, corner protection, surface finish, and repeatability.
Final takeaway: EDM graphite electrodes are not only consumable tooling. They are precision graphite parts, and their performance depends on both material selection and machining control.
For EDM material routes and tooling applications, see QDZRT’s EDM and Precision Tooling page. For drawing-based finished components, review the Custom Graphite Machined Parts page.
Your feedback helps us improve technical articles for industrial buyers.
Sorry this article did not fully help.
You can tell us what was unclear, what was missing, or what topic you would like us to explain better.


