Graphite is machinable, but it should not be treated like metal, plastic, or ceramic. A graphite part can look simple on a drawing while still creating problems during cutting, cleaning, inspection, packing, or final assembly.
The main challenge is not only whether the shape can be cut. The more useful question is: has the drawing been reviewed for graphite’s brittleness, abrasiveness, dust, workholding, and tolerance behavior?
KEY TAKEAWAY
Most graphite machining problems start before the first cut. Material grade, part geometry, tool selection, dust control, clamping method, and tolerance plan should be reviewed together before production.
1. Graphite Is Brittle, So Edge Design Matters
Graphite can be machined into precise shapes, but it does not behave like ductile metal. It does not bend before failure in the same way. Thin ribs, sharp corners, small holes, narrow grooves, and long unsupported sections can chip or break if the design is not reviewed for graphite.
Sharp edges should be separated into functional and non-functional edges. A sealing edge, locating step, or contact face may need protection. A cosmetic edge may be better with a small chamfer or radius.
⚠ Risk: If every graphite edge is treated as a perfect sharp edge, the finished part may be more fragile during machining, cleaning, packing, and installation.
✓ Better Drawing Note
“Functional edges are marked on the drawing. Non-functional sharp edges may accept a small chamfer after supplier review.”
2. Tool Wear Is Higher Than Many Buyers Expect
Graphite is abrasive. Cutting tools can wear faster than they would in many metals or plastics. As the tool wears, dimensions can drift, edges can become less clean, and surface finish can change from the first part to the last part.
Tooling choice and tool-change control are part of graphite machining quality. Depending on the graphite grade, geometry, and production quantity, carbide tools, coated tools, diamond-coated tools, or other tooling strategies may be considered.
| Tooling Issue | Why It Matters | What to Confirm |
|---|---|---|
| Abrasive wear | Can affect dimensions and edge quality over a production run | Quantity, critical dimensions, inspection frequency |
| Small features | Require stable tool condition and suitable machining strategy | Hole size, slot width, corner detail, tolerance |
| Surface finish | May change if tooling is not managed carefully | Functional faces, contact surfaces, visual requirements |
Tooling decisions should be matched to graphite grade, geometry, tolerance, quantity, and finished surface requirements.
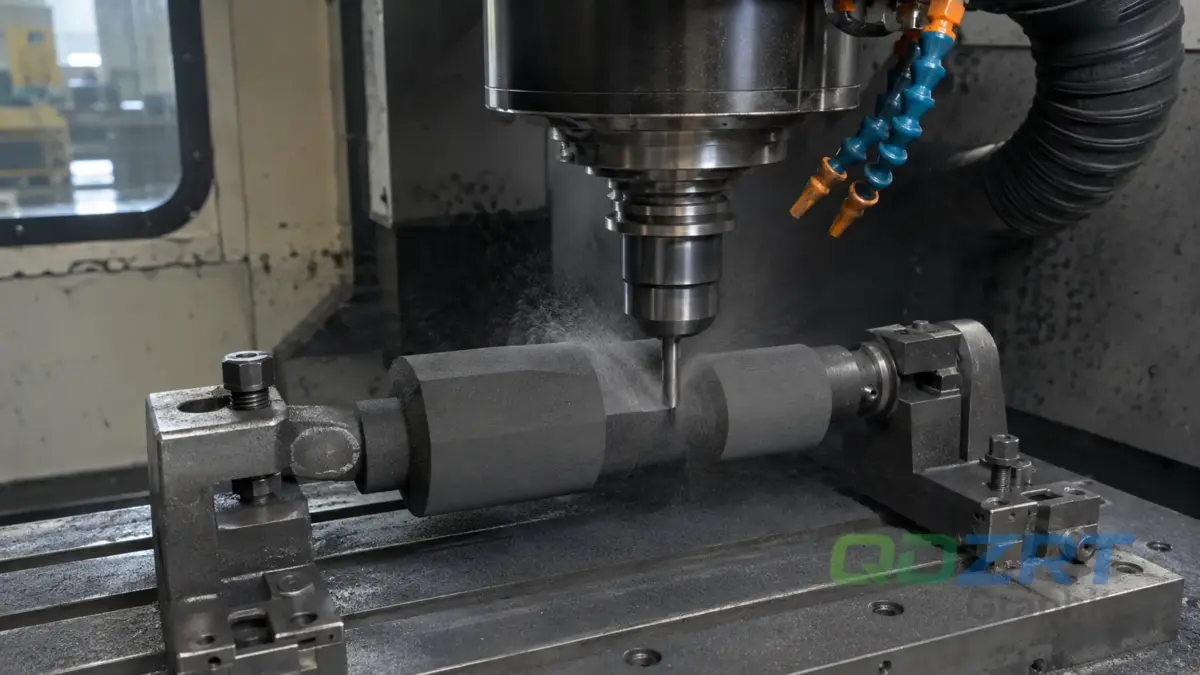
3. Graphite Dust Is a Process and Quality Issue
Graphite is commonly machined dry, and dry machining produces fine dust. That dust is not just a housekeeping issue. It can affect machine maintenance, measurement surfaces, small holes, finished part cleanliness, and packaging condition.
Dust control should be considered part of the machining process. It supports cleaner surfaces, more reliable inspection, and better handling of small or detailed graphite features.
💡 Practical tip: If the part has small holes, grooves, blind pockets, or contamination-sensitive surfaces, add cleaning and packaging expectations to the RFQ instead of discussing them after machining.
4. Workholding Can Affect Accuracy and Surface Finish
Graphite parts may need careful workholding because the material can chip under point pressure or vibrate when the section is thin. Clamping a graphite plate, ring, block, or fixture too aggressively may protect the setup but damage the part. Holding it too lightly may create vibration or dimensional inconsistency.
Workholding should match the part shape and functional surfaces. For some parts, the safest holding method depends on which faces can be contacted, which edges are fragile, and which dimensions must be inspected after machining.
⚠ Risk: If functional faces are also used as rough clamping surfaces, the part may lose surface quality before it reaches final inspection.
5. Complex Geometry Should Be Reviewed Before Quotation
QDZRT’s custom graphite machined parts are drawing-based components manufactured from graphite material options such as isostatic, molded, extruded, fine grain, or high purity graphite. The drawing defines the shape, but the service condition helps decide whether the geometry and material are practical together.
The most common geometry risks are not always obvious from a 2D drawing. A thin wall may look acceptable until tool access, dust removal, clamping, and packing are considered together.
Three geometry details to check:
1 Thin walls — check whether the section can survive machining and packing.
2 Deep holes and narrow slots — check tool access, dust removal, and inspection method.
3 Sharp corners — decide whether the corner is functional or can be chamfered.
6. Tolerances Should Follow Function
Tight tolerances can be necessary for locating faces, sealing surfaces, electrode details, assembly steps, and critical holes. They can also create avoidable cost if every non-functional edge and clearance surface is controlled too tightly.
A practical graphite machining drawing separates functional dimensions from general dimensions.
✓ Better Tolerance Note
“Marked faces and hole positions are critical. Other non-functional dimensions may follow general graphite machining tolerance after supplier review.”
7. What to Send Before Machining Starts
A clear RFQ helps the supplier evaluate material, machining route, risk features, and inspection scope before production. If the graphite grade is not confirmed, the application information is especially important.
💡 Single Most Useful Sentence for Your RFQ:
“Please review this graphite part for machining risks and tell us which material, tolerance, edge, dust-control, or packaging details should be confirmed before production.”
Recommended RFQ Information:
- Drawing, sample, sketch, or target dimensions
- Required graphite grade, or application conditions if the grade is unknown
- Quantity, prototype needs, trial lot, or batch supply expectation
- Critical tolerance, surface, flatness, parallelism, and edge requirements
- Thin walls, deep holes, slots, sharp corners, or fragile features
- Cleaning, inspection, and packaging requirements
Practical Conclusion
Graphite machining challenges are manageable when the part is reviewed before production. Brittleness, tool wear, dust, workholding, geometry, tolerance, cleaning, and packaging should be treated as connected requirements rather than separate problems.
FINAL TAKEAWAY
A stable graphite part starts with a clear technical request. When buyers share the drawing together with application details, it is easier to match material grade, machining strategy, inspection focus, and packaging protection to the real service condition.
For drawing-based graphite components, review QDZRT’s Custom Graphite Machined Parts page. For stock material and machining blanks, the Graphite Block page is the more relevant starting point.
Your feedback helps us improve technical articles for industrial buyers.
Sorry this article did not fully help.
You can tell us what was unclear, what was missing, or what topic you would like us to explain better.