Ketika Seorang Ahli Mesin Logam yang Baik Merusak Komponen Grafit
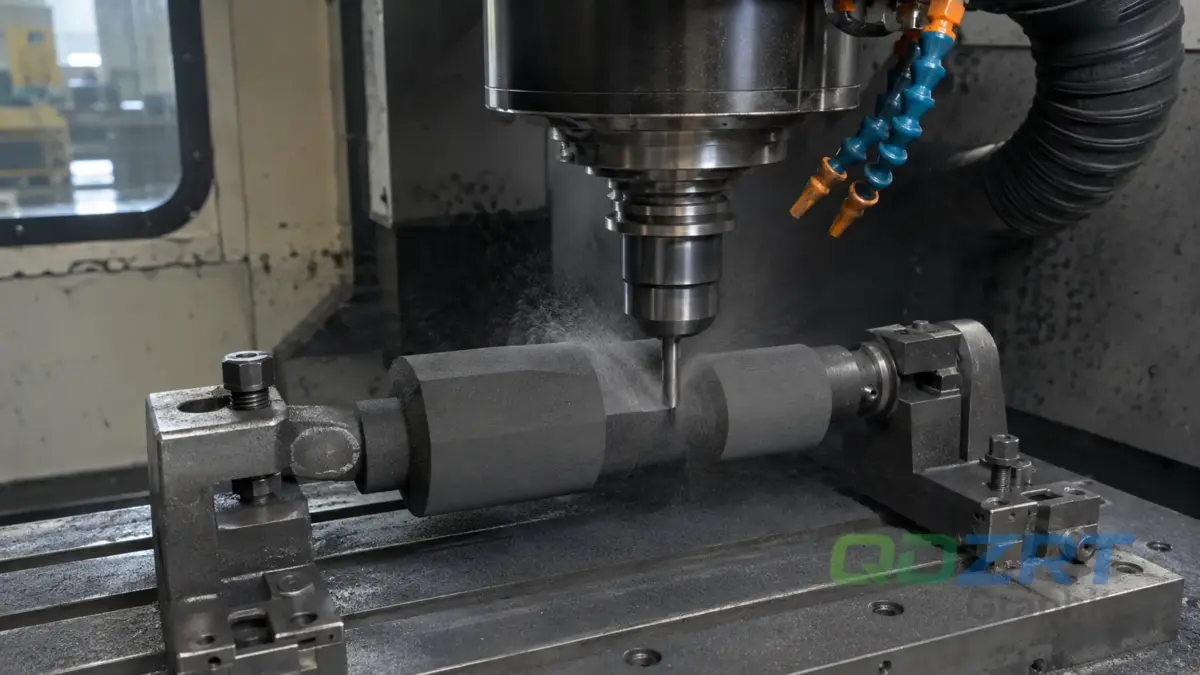
Saya telah melihat hal ini terjadi lebih dari sekali di lantai pabrik. Seorang ahli mesin yang terbiasa dengan aluminium, baja, atau logam industri lainnya meletakkan blanko grafit di mesin, memuat program yang sudah dikenal, mempertahankan ritme pemotongan yang serupa, dan berharap komponen tersebut akan berperilaku baik.
Ternyata tidak.
Peringatan pertama biasanya muncul di bagian tepi. Sebuah sudut pecah. Sebuah rusuk halus patah. Dinding rongga tampak berpasir, bukan bersih. Kemudian hasil akhir permukaan mulai menceritakan kisah yang sama: tekstur kasar, mikro-pengelupasan, tanda pemesinan yang tidak rata, dan keausan pahat yang datang jauh lebih awal dari yang diperkirakan.
Itulah pelajaran pertama yang saya berikan kepada siapa pun yang baru mengenal pemesinan grafit: grafit bukanlah versi logam yang lebih lunak. Ini adalah material yang berbeda dengan perilaku kegagalan yang berbeda. Jika Anda memperlakukannya seperti logam, mesin mungkin masih bergerak dengan benar, tetapi komponennya tidak akan keluar dengan benar.
Di QDZRT Graphite, kami telah menghabiskan waktu bertahun-tahun untuk menyesuaikan kecepatan spindel, laju pemakanan, perkakas, ekstraksi debu, dan strategi penyelesaian untuk berbagai komponen karbon dan grafit. Pengaturan mesin tidak pernah hanya angka di layar. Pengaturan tersebut menentukan apakah komponen akhir memiliki tepi yang bersih, dimensi yang stabil, dan kualitas permukaan yang dapat digunakan.
Masalah Panas yang Tidak Selalu Anda Lihat
Dengan logam, panas sering kali terlihat jelas. Anda mungkin melihat perubahan warna, serpihan yang membara, atau percikan api di bawah pemotongan yang agresif. Grafit biasanya memberikan lebih sedikit peringatan visual. Hal itu membuatnya lebih berbahaya untuk pekerjaan presisi.
Ketika panas menumpuk dalam pemesinan grafit, panas tersebut dapat secara diam-diam merusak hasilnya. Hasil akhir permukaan menjadi lebih buruk, dimensi dapat bergeser, dan risiko oksidasi meningkat pada benda kerja dan pahat potong. Untuk komponen dengan permintaan tinggi, terutama komponen grafit presisi yang digunakan dalam aplikasi baterai lithium ion, ini bukanlah masalah kecil. Integritas material secara langsung mempengaruhi kinerja dalam sistem penyimpanan energi.
Bagian yang sulit adalah bahwa operator mungkin berpikir semuanya terkendali karena potongannya masih terlihat tenang. Tidak ada percikan api yang dramatis. Tidak ada serpihan panas yang terang. Namun zona pemotongan masih dapat membawa panas yang cukup untuk memperpendek umur pahat dan melemahkan permukaan jadi.
Ekstraksi debu membantu di sini lebih dari yang disadari oleh banyak pemula. Ini tidak hanya untuk menjaga mesin tetap bersih. Ketika ekstraksi menghilangkan partikel grafit panas dari zona pemotongan dengan cepat, partikel-partikel tersebut memiliki lebih sedikit kesempatan untuk memindahkan panas kembali ke benda kerja atau pahat. Kontrol debu yang baik mendukung kebersihan dan kontrol termal.
Mengapa Grafit Patah Berbeda dari Logam
Perbedaan terbesar yang saya perhatikan adalah kerapuhan.
Kebanyakan logam berubah bentuk secara plastis di bawah tekanan pemotongan. Mereka membengkok, mengoles, atau meregang sebelum patah. Karbon dan grafit berperilaku berbeda. Mereka retak. Itulah sebabnya tepi grafit terkelupas ketika pemotongan terlalu agresif atau ketika kecepatan dan umpan tidak cocok.
Alasannya dimulai dari struktur karbon grafit. Setiap atom karbon menyumbangkan empat elektron valensi. Tiga di antaranya membentuk ikatan kuat dalam bidang, sementara yang keempat tetap bergerak. Elektron bergerak itu membantu memberikan grafit konduktivitas listrik yang sangat baik. Pada saat yang sama, struktur grafit yang berlapis dan rapuh mengubah cara serpihan terbentuk dan cara pahat aus selama pemesinan.
Grafit juga memiliki berat jenis yang lebih rendah daripada banyak logam. Untuk volume yang sama, ia lebih ringan. Ini memengaruhi bagaimana material bereaksi terhadap beban pemotongan dan distribusi panas. Kebiasaan pemesinan berbasis logam tidak dapat ditransfer secara langsung.
Inilah sebabnya saya tidak hanya memberi tahu operator baru untuk “menjalankan grafit lebih lambat.” Saran itu terlalu kasar. Kecepatan potong yang lebih rendah seringkali diperlukan untuk mencegah kerusakan tepi dan keausan pahat dini, tetapi pemesinan grafit bukan tentang menjadi lambat di mana-mana. Ini tentang menjaga kecepatan spindel, laju umpan, pilihan pahat, ekstraksi debu, dan kualitas grafit dalam jendela kerja yang sama.
Titik Kontrol Sebenarnya: Menyeimbangkan Tiga Parameter
Dalam pemesinan grafit, saya tidak menyesuaikan kecepatan spindel saja. Saya juga melihat laju umpan dan perkakas pada saat yang sama. Ketiga faktor ini harus bekerja sama.
Keseimbangan Parameter di Lantai Pabrik untuk Pemotongan Grafit
| Titik Kontrol | Apa yang Biasanya Saya Lihat Saat Salah | Apa yang Saya Coba Capai |
|---|---|---|
| Kecepatan Spindel | Rpm berlebihan dengan umpan ringan menyebabkan gesekan alih-alih pemotongan nyata, lalu panas menumpuk | Cocokkan rpm dengan umpan sehingga pahat memotong dengan bersih |
| Laju Umpan | Tekanan umpan terlalu besar menciptakan panas, hasil akhir kasar, dan keausan pahat cepat | Atur umpan sesuai dengan kecepatan spindel dan kualitas grafit |
| Perkakas | Jenis pahat yang salah menyebabkan keausan cepat, pengelupasan tepi, dan dimensi yang tidak stabil | Gunakan perkakas berlapis berlian dengan ekstraksi debu yang andal |
Dasar pertama adalah perkakas. Perkakas standar aus terlalu cepat pada grafit, terutama ketika kualitasnya padat atau geometrinya detail. Pahat berlapis berlian memberikan stabilitas yang lebih baik, tetapi masih memerlukan ekstraksi yang tepat. Debu yang tertinggal di potongan mengganggu jalur pahat, hasil akhir permukaan, dan akurasi dimensi.
Perbandingan singkat saya di lantai pabrik sederhana: dalam kondisi penyelesaian yang sama, pahat berlapis berlian mempertahankan ujung potong yang dapat digunakan beberapa kali lebih lama daripada pahat karbida standar pada grafit butiran halus. Perbedaannya menjadi lebih jelas pada pekerjaan dengan toleransi ketat dan proses penyelesaian yang panjang.
Dasar kedua adalah hubungan antara laju umpan dan kecepatan spindel. Jika umpan didorong terlalu keras, bahkan kecepatan spindel yang konservatif pun masih dapat menghasilkan terlalu banyak panas. Jika spindel berjalan terlalu cepat sementara umpan terlalu ringan, pahat menggesek grafit alih-alih memotongnya. Gesekan menciptakan panas, merusak kualitas hasil akhir, dan mempercepat keausan pahat.
Tujuannya bukanlah rpm tertinggi atau umpan tercepat. Tujuannya adalah potongan yang stabil yang membatasi penumpukan panas, melindungi tepi, menjaga toleransi tetap terkendali, dan memperpanjang umur pahat.
Tiga Kesalahan Parameter yang Saya Lihat dari Pemula
Kesalahan pertama adalah menaikkan kecepatan spindel untuk “memoles” permukaan. Pada grafit, hal ini dapat menimbulkan gesekan. Hasil akhir yang lebih halus biasanya berasal dari *finish pass* yang tepat, kondisi pahat, kesesuaian laju pemakanan, dan pembuangan debu — bukan sekadar RPM yang lebih tinggi.
Kesalahan kedua adalah mengurangi laju pemakanan terlalu banyak karena grafit terlihat rapuh. Laju pemakanan yang terlalu ringan tidak selalu melindungi komponen. Hal ini dapat membuat pahat meluncur dan bergesekan, yang menimbulkan panas dan kekasaran.
Kesalahan ketiga adalah menggunakan satu set parameter untuk setiap tingkatan grafit. Grafit berbutir halus padat, grafit kemurnian tinggi berbutir ultra-halus, grafit berbutir sedang, dan tingkatan berpori dengan berat jenis rendah tidak dapat dimesin dengan cara yang sama. Pembentukan serpihan, konduksi panas, dan perilaku tepi semuanya berubah sesuai material.
Hasil Akhir Permukaan Berasal dari Disiplin Proses
Permukaan komponen grafit adalah laporan hasil. Jika saya melihat mikro-pengelupasan, tekstur berpasir, atau tanda hasil akhir yang tidak rata, saya memeriksa kecepatan, laju pemakanan, kondisi pahat, dan ekstraksi debu sebelum menyalahkan material.
Mencoba menyelesaikan semuanya dalam satu *pass* agresif biasanya menimbulkan lebih banyak masalah daripada solusi. Untuk komponen presisi, beberapa *finish pass* dengan parameter terkendali sering memberikan hasil yang lebih bersih daripada satu potongan berat. Ini sangat penting pada dinding tipis, detail halus, tepi tajam, dan komponen yang memerlukan dimensi konsisten.
Grafit menghargai kesabaran, tetapi bukan keraguan. Proses tetap harus memotong secara efisien. Perbedaannya adalah beban pemotongan, panas, dan debu harus tetap terkendali dari proses *roughing* hingga *finishing*.
Ekstraksi Debu Adalah Bagian dari Pengaturan Pemesinan, Bukan Aksesori
Saya tidak menganggap pengendalian debu sebagai opsional dalam pemesinan grafit. Debu grafit memengaruhi mesin, pahat, komponen, dan lingkungan kerja operator.
Pengaturan pemesinan grafit yang tepat harus mencakup ekstraksi debu yang konsisten di dekat zona pemotongan. Sistem harus menghilangkan partikel halus sebelum menumpuk di sekitar jalur pahat atau mengendap kembali ke permukaan presisi. Untuk siklus pemesinan berkecepatan lebih tinggi atau lebih panjang, stabilitas ekstraksi menjadi lebih penting.
Pembuangan debu yang baik mendukung tiga hasil sekaligus:
- Menjaga zona pemotongan lebih bersih, yang membantu pahat mempertahankan kontak yang lebih konsisten dengan grafit.
- Menghilangkan partikel panas, yang membantu mengurangi perpindahan panas kembali ke komponen dan pahat potong.
- Melindungi akurasi dimensi dengan mencegah kontaminasi debu mengganggu *finishing pass* dan permukaan inspeksi.
Ketika ekstraksi debu lemah, bahkan pahat yang baik dan program yang wajar dapat menghasilkan hasil yang tidak stabil. Itulah sebabnya saya menggabungkan perkakas berlapis berlian dan ekstraksi debu bersama-sama. Salah satu tanpa yang lain jarang memberikan hasil terbaik.
Parameter Pemesinan Grafit Berbasis Aplikasi
Tidak ada kecepatan universal yang benar untuk setiap komponen karbon dan grafit. Elektroda EDM besar tidak dimesin dengan cara yang sama seperti komponen semikonduktor tipis. Komponen baterai lithium tidak memiliki prioritas pemesinan yang sama dengan komponen cetakan atau *die* besar.
Tingkatan grafit, ukuran butir, kepadatan, kemurnian, geometri, persyaratan toleransi, dan target hasil akhir permukaan semuanya mengubah jendela parameter.
Arah Parameter Praktis Berdasarkan Aplikasi Grafit
| Aplikasi | Kelas Grafit | Prioritas Permesinan Utama | Parameter Arah yang Biasanya Saya Mulai |
|---|---|---|---|
| Elektroda EDM | Butiran halus, kepadatan tinggi | Hasil akhir permukaan dan akurasi detail | Kecepatan spindel sedang dengan beberapa lintasan finishing |
| Komponen Semikonduktor | Butiran sangat halus, kemurnian tinggi | Toleransi ketat dan tanpa serpihan | Umpan konservatif dengan perkakas berlapis berlian |
| Suku Cadang Baterai Lithium | Kepadatan tinggi, butiran halus | Konsistensi dimensi dan stabilitas termal | Umpan dan kecepatan seimbang dengan pembuangan panas terkontrol |
| Cetakan / Die Besar | Butiran sedang | Tingkat pembuangan material | Umpan lebih tinggi untuk roughing, diikuti dengan lintasan finishing |
Untuk elektroda EDM, saya sangat memperhatikan retensi detail. Grafit butiran halus dan kepadatan tinggi dapat menghasilkan geometri yang sangat baik, tetapi hanya jika strategi finishing menghindari kerusakan tepi. Kecepatan spindel sedang dan lintasan finishing berulang biasanya lebih baik daripada memaksakan satu lintasan akhir yang agresif.
Untuk komponen semikonduktor, saya menganggap serpihan sebagai musuh utama. Grafit butiran sangat halus dan kemurnian tinggi dapat mempertahankan toleransi ketat, tetapi tidak memaafkan perkakas yang buruk atau pemilihan umpan yang ceroboh. Umpan konservatif, perkakas berlapis berlian, dan ekstraksi debu yang bersih biasanya merupakan titik awal yang lebih aman.
Untuk suku cadang baterai lithium, saya memantau konsistensi dimensi dan kontrol panas. Grafit butiran halus kepadatan tinggi harus tetap stabil selama permesinan. Umpan dan kecepatan seimbang, dikombinasikan dengan pembuangan panas yang efektif melalui ekstraksi debu, membantu melindungi kualitas permukaan dan integritas material.
Untuk pekerjaan cetakan dan die besar, tingkat pembuangan material lebih penting daripada pada komponen presisi yang rumit. Grafit butiran sedang sering kali dapat menerima umpan yang lebih tinggi selama roughing, tetapi saya tetap memisahkan roughing dan finishing. Lintasan finishing adalah tempat hasil akhir permukaan dan dimensi diperoleh.
Di QDZRT Graphite, kami bekerja sama dengan pembeli yang membutuhkan material grafit dan komponen grafit mesin khusus untuk aplikasi industri, termasuk EDM, penyegelan, manajemen termal, komponen konduktif, perlengkapan suhu tinggi, dan komponen grafit presisi berbasis gambar.
Permesinan grafit bukanlah permesinan logam yang lebih lambat. Ini adalah disiplin ilmu tersendiri. Setelah itu dipahami, prosesnya menjadi jauh lebih dapat diprediksi: tepi yang lebih bersih, hasil akhir permukaan yang lebih baik, masa pakai alat yang lebih lama, dan komponen grafit yang lebih andal.
Masukan Anda membantu kami meningkatkan artikel teknis untuk pembeli industri.
Maaf, artikel ini belum sepenuhnya membantu.
Anda dapat memberi tahu bagian artikel yang kurang jelas, informasi yang kurang, atau topik yang perlu ditambahkan.