熟練金属加工者が黒鉛部品を台無しにする時
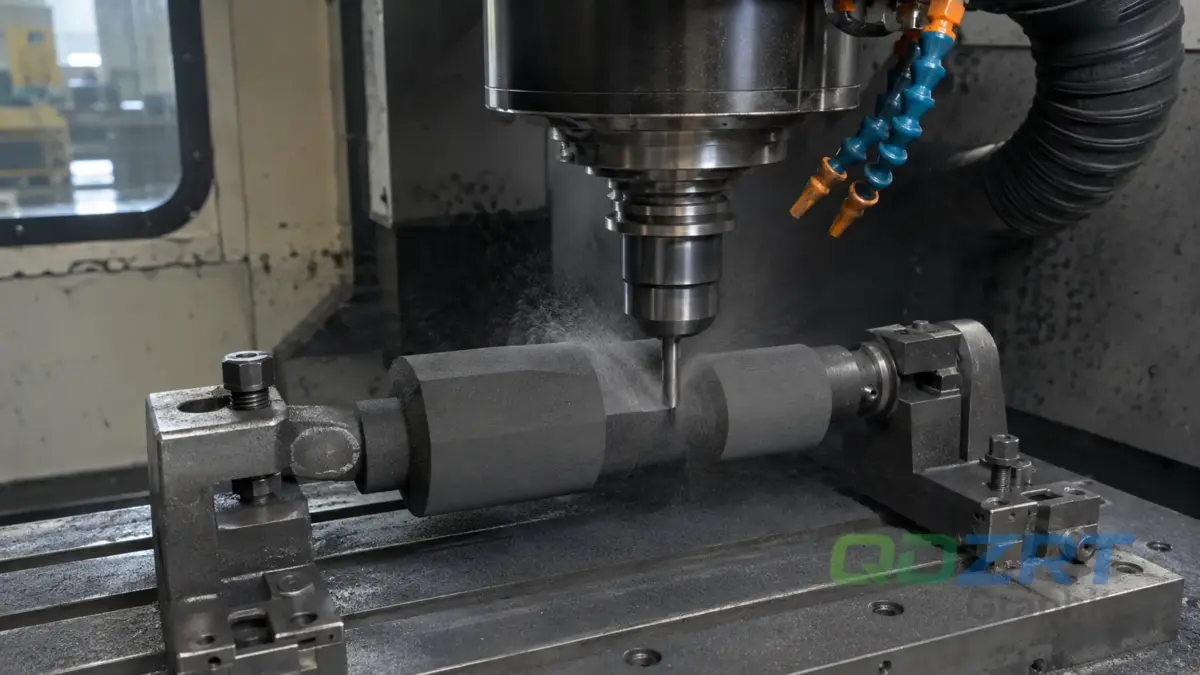
私はこれを工場の現場で何度も見てきました。アルミニウム、鋼材、その他の工業用金属に慣れた加工者が、黒鉛素材を機械にセットし、使い慣れたプログラムを読み込み、同じような切削リズムを維持し、部品がうまくいくと期待します。
しかし、うまくいきません。
最初の警告は通常、エッジに現れます。角が欠けます。細いリブが崩れます。ポケット壁がきれいではなく、ざらついたように見えます。そして表面仕上げも同じことを物語り始めます:粗いテクスチャ、微小欠け、不均一な加工痕、そして予想よりもはるかに早く訪れる工具摩耗です。
これが、黒鉛加工の初心者に私が最初に教える教訓です:黒鉛は金属の柔らかいバージョンではありません。異なる破壊挙動を持つ異なる材料です。金属のように扱うと、機械は正しく動くかもしれませんが、部品は正しく仕上がりません。
QDZRT Graphiteでは、さまざまなカーボンおよび黒鉛部品に対して、主軸速度、送り速度、工具、集塵、仕上げ戦略を調整して何年も費やしてきました。機械設定は単なる画面上の数字ではありません。それらは、最終部品がきれいなエッジ、安定した寸法、そして使用可能な表面品質を持つかどうかを決定します。
常に見えるとは限らない熱の問題
金属の場合、熱はしばしば明白に現れます。激しい切削下で色の変化、光る切りくず、または火花が見えることがあります。黒鉛は通常、視覚的な警告が少ないです。そのため、精密加工にとってより危険です。
黒鉛加工中に熱が蓄積すると、静かに結果を損なう可能性があります。表面仕上げが悪化し、寸法がずれる可能性があり、ワークピースと切削工具の両方で酸化リスクが高まります。特にリチウムイオン電池用途で使用される精密黒鉛部品のような要求の厳しい部品にとって、これは小さな問題ではありません。材料の完全性は、エネルギー貯蔵システムの性能に直接影響します。
難しいのは、切削がまだ穏やかに見えるため、オペレーターがすべて制御下にあると思うかもしれないことです。劇的な火花も、明るく熱い切りくずもありません。しかし、切削ゾーンは依然として工具寿命を縮め、仕上げ面を弱めるのに十分な熱を帯びている可能性があります。
ここで、集塵は多くの初心者が気づく以上に役立ちます。機械を清潔に保つためだけではありません。抽出が熱い黒鉛粒子を切削ゾーンから素早く除去すると、それらの粒子がワークピースや工具に熱を戻す可能性が低くなります。優れた粉塵管理は、清潔さと熱制御の両方をサポートします。
なぜグラファイトは金属とは異なる破壊挙動を示すのか
私が最も注目する違いは脆さです。
ほとんどの金属は切削圧力下で塑性変形します。破断する前に曲がったり、伸びたり、引き延ばされたりします。炭素とグラファイトは異なる挙動を示します。それらは破砕します。そのため、切削が過度にアグレッシブであったり、速度と送りが一致しない場合に、グラファイトのエッジに欠けが生じます。
その理由はグラファイトの炭素構造に起因します。各炭素原子は4つの価電子を持ちます。そのうちの3つは強固な面内結合を形成し、残りの1つは移動可能なままです。この移動可能な電子が、グラファイトに優れた電気伝導性を与える一因となっています。同時に、グラファイトの層状で脆い構造は、加工中の切りくずの形成方法や工具の摩耗の仕方を変化させます。
また、グラファイトは多くの金属よりも比重が低くなっています。同じ体積であれば、より軽量です。これは、材料が切削負荷や熱分布にどのように反応するかに影響します。金属加工の習慣はそのまま適用できません。
だからこそ、私は新しいオペレーターに単に「グラファイトは低速で加工しなさい」とは伝えません。そのアドバイスは大雑把すぎます。エッジの損傷や工具の早期摩耗を防ぐためには、より低い切削速度が必要となることがよくありますが、グラファイト加工はどこでも低速で行うことではありません。重要なのは、主軸速度、送り速度、工具の選択、集塵、そしてグラファイトのグレードを同じ作業ウィンドウ内に保つことです。
真の制御ポイント:3つのパラメータのバランス
グラファイト加工において、私は主軸速度だけを調整するわけではありません。同時に送り速度と工具も検討します。これら3つの要素は連携して機能する必要があります。
グラファイト切削における現場パラメータのバランス
| 制御ポイント | 不適切な場合に通常見られる現象 | 達成しようとする目標 |
|---|---|---|
| 主軸速度 | 軽い送りで過剰な回転数は、実際の切削ではなく擦りを引き起こし、熱が蓄積される | 工具がきれいに切削できるよう、回転数と送りを一致させる |
| 送り速度 | 過度な送り圧力は、熱、粗い仕上げ面、工具の早期摩耗を引き起こす | 主軸速度とグラファイトのグレードに応じて送りを設定する |
| 工具 | 不適切な工具タイプは、急速な摩耗、エッジの欠け、寸法の不安定さを引き起こす | 信頼性の高い集塵とともにダイヤモンドコーティング工具を使用する |
最初の基本は工具です。標準的な工具はグラファイト上で、特にグレードが緻密であったり形状が詳細である場合に、摩耗が速すぎます。ダイヤモンドコーティング工具はより優れた安定性をもたらしますが、それでも適切な集塵が必要です。切りくずが切削部に残ると、工具経路、表面仕上げ、寸法精度に悪影響を及ぼします。
私の簡潔な現場比較は単純です。同じ仕上げ条件下で、ダイヤモンドコーティング工具は、微細粒グラファイトにおいて標準的な超硬工具よりも数倍長く使用可能な切れ刃を維持します。その差は、厳しい公差の加工や長い仕上げ加工においてより顕著になります。
第二の基本は、送り速度と主軸速度の関係です。送りが強すぎると、控えめな主軸速度であっても過剰な熱が発生する可能性があります。主軸が速く回りすぎて送りが軽すぎると、工具はグラファイトを切削する代わりに擦ることになります。擦りは熱を発生させ、仕上げ品質を損ない、工具の摩耗を早めます。
目標は、最高の回転数や最速の送りではありません。目標は、熱の蓄積を抑え、エッジを保護し、公差を管理下に置き、工具寿命を延ばす安定した切削です。
初心者がよく犯す3つのパラメータミス
最初のミスは、表面を「磨く」ために主軸回転数を上げることです。グラファイトでは、それがこすれを生む可能性があります。より滑らかな仕上げは、単に回転数を上げるのではなく、適切な仕上げパス、工具の状態、送りのマッチング、そしてダスト除去から得られることがほとんどです。
2つ目のミスは、グラファイトがもろく見えるために送りを減らしすぎることです。送りが軽すぎると、必ずしも部品を保護するとは限りません。工具が滑ってこすれ、熱と粗さを生み出す可能性があります。
3つ目のミスは、すべてのグラファイトグレードに同じパラメータセットを使用することです。高密度微細粒グラファイト、超微細高純度グラファイト、中粒グラファイト、そして低比重多孔質グレードは、同じように加工されません。切りくずの形成、熱伝導、エッジの挙動はすべて材料によって変化します。
表面仕上げは工程規律から生まれる
グラファイト部品の表面は成績表のようなものです。マイクロチッピング、ざらついたテクスチャ、不規則な仕上げ痕が見られる場合、私は材料を疑う前に、速度、送り、工具の状態、ダスト吸引を確認します。
すべてを1回のアグレッシブなパスで仕上げようとすると、大抵は問題を解決するよりも多くの問題を生み出します。精密部品の場合、制御されたパラメータによる複数回の仕上げパスが、1回の重切削よりもクリーンな結果をもたらすことがよくあります。これは、薄肉、微細なディテール、鋭いエッジ、そして一貫した寸法が要求される部品において特に重要です。
グラファイトは忍耐には報いますが、ためらいには報いません。工程は依然として効率的に切削しなければなりません。違いは、切削負荷、熱、ダストを荒加工から仕上げまで制御し続けなければならないことです。
ダスト吸引は加工セットアップの一部であり、オプションではない
私はグラファイト加工においてダスト制御をオプションとは考えていません。グラファイトダストは、機械、工具、部品、そしてオペレーターの作業環境に影響を与えます。
適切なグラファイト加工セットアップには、切削ゾーンの近くに一貫したダスト吸引を含める必要があります。システムは、微細な粒子が工具経路の周りに蓄積したり、精密な表面に再び堆積したりする前に除去しなければなりません。高速加工や長時間の加工サイクルでは、吸引の安定性がさらに重要になります。
優れたダスト除去は、同時に3つの結果をサポートします:
- 切削ゾーンをよりクリーンに保ち、工具がグラファイトとより一貫した接触を維持するのに役立ちます。
- 高温の粒子を除去し、部品や切削工具への熱伝達を低減するのに役立ちます。
- ダスト汚染が仕上げパスや検査面に干渉するのを防ぎ、寸法精度を保護します。
ダスト吸引が弱いと、たとえ良い工具と妥当なプログラムでも、不安定な結果を生む可能性があります。だからこそ、私はダイヤモンドコーティング工具とダスト吸引を組み合わせます。どちらか一方だけでは、最良の結果が得られることはほとんどありません。
アプリケーションベースのグラファイト加工パラメータ
すべてのカーボンおよびグラファイト部品に普遍的な正しい速度は存在しません。大型のEDM電極は、薄型の半導体部品と同じように加工されるわけではありません。リチウム電池部品は、大型の金型やダイ部品と同じ加工優先順位を持ちません。
グラファイトのグレード、粒径、密度、純度、形状、公差要件、表面仕上げ目標はすべて、パラメータのウィンドウを変えます。
グラファイト用途別の実用的なパラメータ指針
| 用途 | 黒鉛グレード | 主な加工優先事項 | 通常開始するパラメータの方向性 |
|---|---|---|---|
| EDM電極 | 微粒・高密度 | 表面仕上げと詳細精度 | 適度な主軸回転数と複数回の仕上げパス |
| 半導体部品 | 超微粒・高純度 | 厳しい公差と欠け防止 | ダイヤモンドコーティング工具による控えめな送り |
| リチウム電池部品 | 高密度・微粒 | 寸法安定性と熱安定性 | 熱除去を制御したバランスの取れた送りと速度 |
| 大型金型 | 中粒 | 材料除去率 | 荒加工では高送り、その後仕上げパス |
EDM電極では、細部の保持に細心の注意を払っています。微粒・高密度の黒鉛は優れた形状を実現できますが、それは仕上げ戦略がエッジの欠けを回避する場合に限ります。適度な主軸回転数と複数回の仕上げパスは、1回の強力な最終パスを強制するよりも通常は効果的です。
半導体部品では、欠けを最大の敵として扱います。超微粒・高純度の黒鉛は厳しい公差を維持できますが、不適切な工具や不注意な送り選択を許しません。控えめな送り、ダイヤモンドコーティング工具、清潔なダスト抽出が通常はより安全な出発点です。
リチウム電池部品では、寸法安定性と熱制御に注意を払います。高密度・微粒の黒鉛は加工中に安定している必要があります。バランスの取れた送りと速度に、ダスト抽出による効果的な熱除去を組み合わせることで、表面品質と材料の完全性の両方を保護します。
大型金型の作業では、材料除去率が繊細な精密部品よりも重要です。中粒の黒鉛は荒加工中に高い送りを受け入れられることが多いですが、それでも荒加工と仕上げ加工は分離します。仕上げパスこそが最終的な表面と寸法が得られる工程です。
QDZRT Graphiteでは、EDM、シール、熱管理、導電部品、高温治具、図面ベースの精密黒鉛部品など、産業用途向けの黒鉛材料とカスタム機械加工黒鉛部品を必要とするバイヤーと協力しています。
黒鉛加工は、金属加工を遅くしたものではありません。独自の専門分野です。これを理解すれば、プロセスははるかに予測可能になります。よりきれいなエッジ、より優れた表面仕上げ、より長い工具寿命、そしてより信頼性の高い黒鉛部品が得られます。
いただいたご意見は、産業用途向け技術記事の改善に役立てます。
この記事が十分にお役に立てず申し訳ありません。
記事の中で分かりにくかった点や、追加してほしい内容をお知らせください。