When a Good Metal Machinist Ruins a Graphite Part
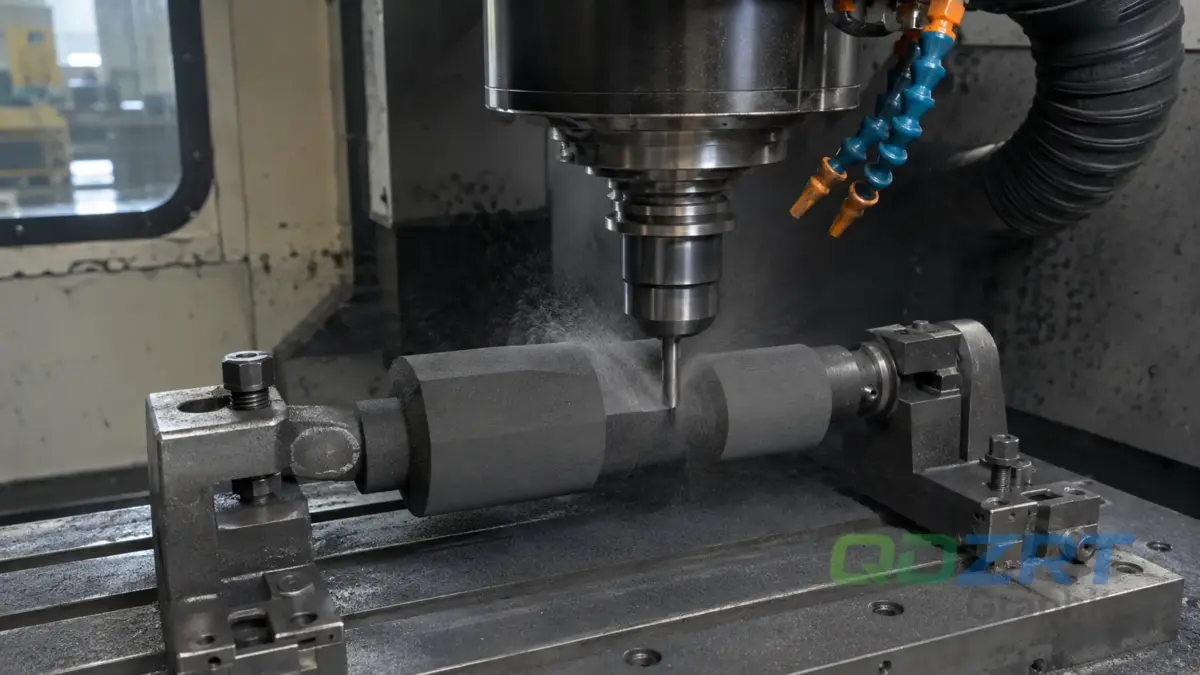
I have seen this happen more than once on the shop floor. A machinist who is comfortable with aluminum, steel, or other industrial metals puts a graphite blank on the machine, loads a familiar program, keeps a similar cutting rhythm, and expects the part to behave.
It does not.
The first warning usually appears at the edge. A corner chips. A fine rib breaks down. A pocket wall looks sandy instead of clean. Then the surface finish starts telling the same story: rough texture, microchipping, uneven machining marks, and tool wear that arrives much earlier than expected.
That is the first lesson I give to anyone new to graphite machining: graphite is not a softer version of metal. It is a different material with a different failure behavior. If you treat it like metal, the machine may still move correctly, but the part will not come out correctly.
At QDZRT Graphite, we have spent years adjusting spindle speed, feed rate, tooling, dust extraction, and finishing strategy for different carbon and graphite components. The machine settings are never just numbers on a screen. They decide whether the final part has clean edges, stable dimensions, and usable surface quality.
The Heat Problem You Do Not Always See
With metal, heat often makes itself obvious. You may see color change, glowing chips, or sparks under aggressive cutting. Graphite usually gives fewer visual warnings. That makes it more dangerous for precision work.
When heat builds up in graphite machining, it can quietly damage the result. The surface finish becomes worse, dimensions can shift, and oxidation risk increases on the workpiece and cutting tool. For high-demand parts, especially precision graphite components used in lithium ion battery applications, this is not a small issue. Material integrity directly affects performance in energy storage systems.
The difficult part is that the operator may think everything is under control because the cut still looks calm. No dramatic sparks. No bright hot chips. But the cutting zone can still be carrying enough heat to shorten tool life and weaken the finished surface.
Dust extraction helps here more than many beginners realize. It is not only for keeping the machine clean. When extraction removes hot graphite particles from the cutting zone quickly, those particles have less chance to transfer heat back into the workpiece or tool. Good dust control supports both cleanliness and thermal control.
Why Graphite Breaks Differently From Metal
The biggest difference I watch for is brittleness.
Most metals deform plastically under cutting pressure. They bend, smear, or stretch before they break. Carbon and graphite behave differently. They fracture. That is why graphite edges chip when the cut is too aggressive or when the speed and feed do not match.
The reason starts from graphite’s carbon structure. Each carbon atom contributes four valence electrons. Three of them form strong in-plane bonds, while the fourth remains mobile. That mobile electron helps give graphite excellent electrical conductivity. At the same time, graphite’s layered and brittle structure changes how chips form and how tools wear during machining.
Graphite also has a lower specific gravity than many metals. For the same volume, it is lighter. That affects how the material reacts to cutting load and heat distribution. A metal-based machining habit does not transfer directly.
This is why I do not simply tell a new operator to “run graphite slower.” That advice is too rough. Lower cutting speeds are often needed to prevent edge damage and premature tool wear, but graphite machining is not about being slow everywhere. It is about keeping spindle speed, feed rate, tool choice, dust extraction, and graphite grade in the same working window.
The Real Control Point: Balancing Three Parameters
In graphite machining, I do not adjust spindle speed alone. I also look at feed rate and tooling at the same time. These three factors must work together.
Shop-Floor Parameter Balance for Graphite Cutting
| Control Point | What I Usually See When It Is Wrong | What I Try to Achieve |
|---|---|---|
| Spindle Speed | Excessive rpm with a light feed causes rubbing instead of real cutting, then heat builds up | Match rpm with feed so the tool cuts cleanly |
| Feed Rate | Too much feed pressure creates heat, rough finish, and fast tool wear | Set feed according to spindle speed and graphite grade |
| Tooling | Incorrect tool type causes rapid wear, edge chipping, and unstable dimensions | Use diamond-coated tooling with reliable dust extraction |
The first foundation is tooling. Standard tooling wears too quickly on graphite, especially when the grade is dense or the geometry is detailed. Diamond-coated tools give better stability, but they still need proper extraction. Dust left in the cut interferes with the tool path, surface finish, and dimensional accuracy.
My short shop-floor comparison is simple: under the same finishing conditions, diamond-coated tools hold a usable cutting edge several times longer than standard carbide tools in fine-grain graphite. The difference becomes more obvious on tight-tolerance work and long finishing runs.
The second foundation is the relationship between feed rate and spindle speed. If the feed is pushed too hard, even a conservative spindle speed can still generate too much heat. If the spindle runs too fast while the feed is too light, the tool rubs the graphite instead of cutting it. Rubbing creates heat, damages finish quality, and wears the tool faster.
The goal is not the highest rpm or the fastest feed. The goal is a stable cut that limits heat buildup, protects edges, keeps tolerances under control, and extends tool life.
Three Parameter Mistakes I See From Beginners
The first mistake is raising spindle speed to “polish” the surface. On graphite, that can create rubbing. A smoother finish usually comes from the right finish pass, tool condition, feed match, and dust removal — not simply higher rpm.
The second mistake is reducing feed too much because graphite looks fragile. A feed that is too light does not always protect the part. It can make the tool slide and rub, which creates heat and roughness.
The third mistake is using one parameter set for every graphite grade. Dense fine-grain graphite, ultra-fine high-purity graphite, medium-grain graphite, and lower specific gravity porous grades do not machine the same way. Chip formation, heat conduction, and edge behavior all change with the material.
Surface Finish Comes From Process Discipline
The surface of a graphite part is a report card. If I see microchipping, sandy texture, or irregular finish marks, I look at the speed, feed, tool condition, and dust extraction before blaming the material.
Trying to finish everything in one aggressive pass usually creates more problems than it solves. For precision components, multiple finish passes with controlled parameters often give a cleaner result than one heavy cut. This is especially important on thin walls, fine details, sharp edges, and parts that require consistent dimensions.
Graphite rewards patience, but not hesitation. The process must still cut efficiently. The difference is that the cutting load, heat, and dust must stay controlled from roughing to finishing.
Dust Extraction Is Part of the Machining Setup, Not an Accessory
I do not consider dust control optional in graphite machining. Graphite dust affects the machine, the tool, the part, and the operator’s working environment.
A proper graphite machining setup should include consistent dust extraction close to the cutting zone. The system must remove fine particles before they accumulate around the toolpath or settle back onto precision surfaces. For higher-speed or longer machining cycles, extraction stability becomes even more important.
Good dust removal supports three results at the same time:
- It keeps the cutting zone cleaner, which helps the tool maintain more consistent contact with the graphite.
- It removes hot particles, which helps reduce heat transfer back into the part and cutting tool.
- It protects dimensional accuracy by preventing dust contamination from interfering with finishing passes and inspection surfaces.
When dust extraction is weak, even a good tool and a reasonable program can produce unstable results. That is why I pair diamond-coated tooling and dust extraction together. One without the other rarely gives the best result.
Application-Based Graphite Machining Parameters
There is no universal correct speed for every carbon and graphite part. A large EDM electrode is not machined the same way as a thin semiconductor component. A lithium battery part does not carry the same machining priority as a large mold or die component.
The graphite grade, grain size, density, purity, geometry, tolerance requirement, and surface finish target all change the parameter window.
Practical Parameter Direction by Graphite Application
| Application | Graphite Grade | Main Machining Priority | Parameter Direction I Usually Start From |
|---|---|---|---|
| EDM Electrode | Fine-grain, high density | Surface finish and detail accuracy | Moderate spindle speed with multiple finish passes |
| Semiconductor Component | Ultra-fine grain, high purity | Tight tolerance and no chipping | Conservative feed with diamond-coated tooling |
| Lithium Battery Parts | High density, fine grain | Dimensional consistency and thermal stability | Balanced feed and speed with controlled heat removal |
| Large Mold / Die | Medium grain | Material removal rate | Higher feed for roughing, followed by finishing passes |
For EDM electrodes, I pay close attention to detail retention. Fine-grain, high-density graphite can produce excellent geometry, but only if the finishing strategy avoids edge breakdown. Moderate spindle speed and repeated finish passes usually work better than forcing one aggressive final pass.
For semiconductor components, I treat chipping as the main enemy. Ultra-fine grain, high-purity graphite can hold tight tolerances, but it does not forgive poor tooling or careless feed selection. Conservative feed, diamond-coated tooling, and clean dust extraction are usually the safer starting point.
For lithium battery parts, I watch dimensional consistency and heat control. High-density fine-grain graphite must stay stable through machining. Balanced feed and speed, combined with effective heat removal through dust extraction, helps protect both surface quality and material integrity.
For large mold and die work, material removal rate matters more than on delicate precision parts. Medium-grain graphite can often accept a higher feed during roughing, but I still separate roughing and finishing. The finishing pass is where the final surface and dimension are won.
At QDZRT Graphite, we work with buyers who need graphite materials and custom machined graphite components for industrial applications, including EDM, sealing, thermal management, conductive parts, high-temperature fixtures, and drawing-based precision graphite parts.
Graphite machining is not slower metal machining. It is its own discipline. Once that is understood, the process becomes much more predictable: cleaner edges, better surface finish, longer tool life, and more reliable graphite components.
Your feedback helps us improve technical articles for industrial buyers.
Sorry this article did not fully help.
You can tell us what was unclear, what was missing, or what topic you would like us to explain better.