For custom graphite machining, tolerance confirmation should happen before the order is placed, not after the first sample is finished. A drawing may look complete, but a supplier still needs to understand which dimensions are critical, which features are difficult to machine, and which material expectations affect the final part.
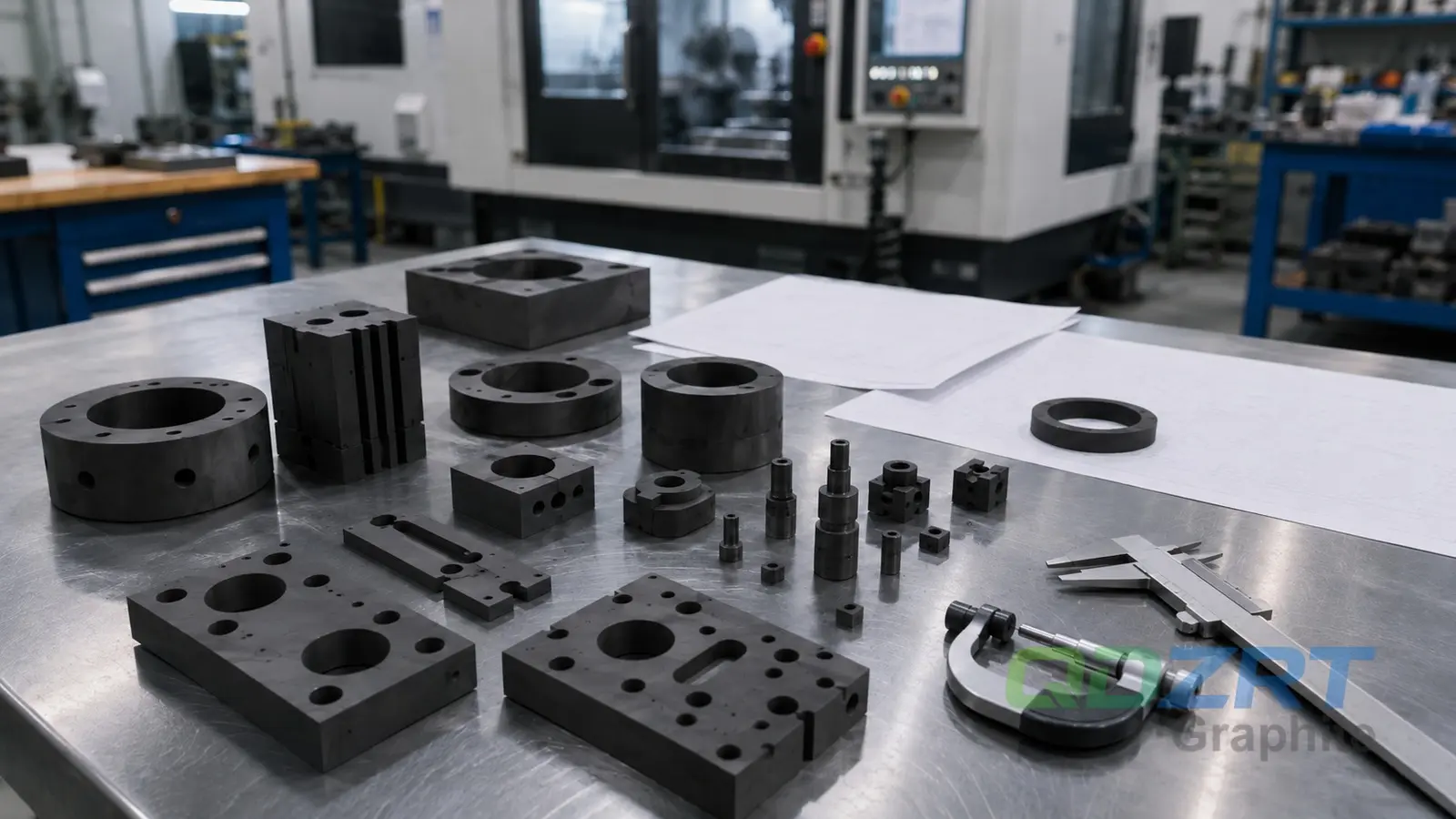
This is especially important for custom machined graphite parts used in semiconductor-related equipment, metallurgy, vacuum furnaces, continuous casting, and industrial equipment. A graphite ring, plate, mold, bushing, fixture, or small precision component may include small holes, thin-wall structures, sharp edges, grooves, pockets, or contact surfaces that need careful review.
This article focuses on one practical purchasing question: how buyers can confirm drawing tolerance and related technical details before ordering from a graphite machined parts supplier. It is not a general import guide. The goal is to help importers, graphite distributors, OEM purchasing managers, engineers, and technical buyers prepare a clearer RFQ and reduce avoidable supplier communication problems.
Why Drawing Tolerance Should Be Confirmed Before Quotation
In custom graphite machining, a quotation is only useful when the technical scope is clear. If the supplier receives only a product name, a rough photo, or an incomplete drawing, the price may not reflect the real machining difficulty. This can lead to later price changes, sample delays, or disagreement about whether the finished part meets the buyer’s requirement.
Graphite is machinable, but it is more brittle than many metal materials. Tight tolerance, deep holes, thin walls, narrow bridges, sharp internal corners, and fragile edges may increase machining risk. A buyer should not assume that a geometry designed for metal can be copied directly in graphite without technical review.
A useful supplier discussion should start with the latest drawing revision, material expectations, critical dimensions, inspection method, and packing requirements. When these points are clear, the supplier can give a more practical review of machining feasibility and quotation basis.
Key Tolerance Confirmation Points for Custom Graphite Parts
| Confirmation Point | What Buyers Should Provide | Why It Matters |
|---|---|---|
| Drawing revision | Latest drawing version, units, part name, and any cancelled old versions | Prevents the supplier from quoting or machining according to outdated information |
| Critical tolerance | Assembly dimensions, hole position, flatness, thickness, inner/outer diameter, or contact surfaces | Helps the supplier identify which features require closer control and inspection |
| Small holes | Hole diameter, depth, spacing, edge distance, and whether holes are through holes or blind holes | Small or deep holes may create machining difficulty and breakage risk in graphite |
| Thin-wall structures | Wall thickness, narrow bridges, slots, unsupported areas, and fragile edges | Thin sections may be vulnerable during machining, handling, inspection, and shipment |
| Material grade | Required graphite grade if known, or working conditions if the grade is not yet defined | Material choice affects machining behavior, application suitability, and final performance expectations |
| Density / purity expectations | Density, purity, porosity, or contamination-related requirements when relevant | These details may matter for semiconductor, vacuum furnace, metallurgy, or other technical uses |
| Inspection method | Dimensions to check, visual inspection points, surface review, and acceptance method | Reduces disputes after production by clarifying how the finished part will be reviewed |
| Export packing protection | Fragile areas, edge protection needs, separation method, and packing expectations | Helps protect brittle graphite components during international transport |
Confirm the Correct Drawing Revision First
Drawing revision control is the first step in tolerance confirmation. Many OEM projects go through several design updates. If the supplier quotes from an older drawing, the final price, machining method, and inspection scope may not match the buyer’s current requirement.
Buyers should provide the latest 2D drawing with dimensions and tolerance notes. If a 3D model is available, it can help the supplier understand the geometry, but the 2D drawing should still define the measurement basis. The buyer should also state whether previous versions should be ignored.
If the part is based on a physical sample, the buyer should explain whether the sample is new, used, worn, chipped, or modified. A worn sample may not show the original dimensions. In this case, the buyer and supplier should confirm which measured features are acceptable to copy and which features need engineering judgment.
Separate Critical Tolerances From General Dimensions
Not every dimension on a graphite part has the same importance. Some dimensions affect assembly, positioning, sealing, sliding, or contact with other equipment parts. Other dimensions may only define the general shape. If all dimensions are treated as equally critical, quotation and inspection may become less practical.
Before ordering, buyers should mark the dimensions that affect function. Examples may include inner diameter and outer diameter of a graphite ring, hole position in a mounting plate, thickness of a graphite spacer, pocket depth in a graphite mold, or flatness of a contact surface.
The supplier should then review whether these tolerance points are practical for the part geometry and graphite material. If a tolerance looks difficult due to thin walls, hole position, or fragile sections, the supplier should raise the issue before sample production.
For custom graphite parts, tolerance review should combine drawing dimensions with graphite machining behavior. A dimension may look normal on paper but become risky if it is close to a small hole, narrow bridge, thin wall, or sharp internal corner. Buyers should ask the supplier to identify these areas before confirming the order.
Review Small Holes, Thin Walls, and Fragile Features
Small holes and thin walls are common sources of machining risk in graphite parts. A small hole may become difficult when it is deep, close to an edge, close to another hole, or located in a thin section. Thin walls may be fragile during machining, cleaning, inspection, packing, or shipping.
Buyers should not only ask whether the supplier can machine the part. They should ask which areas of the drawing require caution. This is particularly important for graphite molds, rings, plates, bushings, fixtures, and precision components with multiple holes or internal features.
Useful questions include:
- Are any holes too close to an edge or thin wall?
- Are there deep holes, blind holes, or narrow slots that may increase machining risk?
- Are sharp internal corners practical, or should a radius be reviewed?
- Are there unsupported areas that may chip during handling or transport?
- Should sample production be considered before bulk production?
If the supplier identifies a risk, the buyer can confirm whether the design must remain unchanged or whether small engineering adjustments may be discussed. This helps avoid rework after production has already started.
Match Material Grade With the Application
Drawing tolerance is not separate from material selection. Different graphite materials may have different density, strength, porosity, purity, and machining behavior. If the buyer already has a specified graphite grade, it should be included in the inquiry. If no grade is defined, the buyer should explain the working environment.
For semiconductor-related equipment, buyers may care about geometry, surface condition, and purity expectations. For vacuum furnace components, temperature and vacuum conditions may affect material discussion. For metallurgy and continuous casting, contact with metal, wear conditions, and thermal exposure may be relevant. For industrial equipment, the part may be used for positioning, support, insulation, wear, or replacement.
When density or purity matters, buyers should state this clearly during the RFQ stage. The supplier should not be expected to infer critical material requirements from the part name alone. Material grade, density, purity, and inspection expectations should be confirmed before quotation or sample approval.

Define the Inspection Method Before Production
Inspection should be agreed before machining starts. Otherwise, the buyer and supplier may use different acceptance logic after the parts are finished. For custom machined graphite parts, inspection may include dimensional checks, visual review, edge condition checks, hole position checks, flatness checks, or surface finish review.
The inspection method should match the part function. A graphite ring may require inner diameter, outer diameter, thickness, and edge condition checks. A graphite plate may require hole position, thickness, flatness, and surface condition review. A graphite mold may require cavity dimensions, groove depth, corner condition, and visual inspection.
Buyers should confirm whether the supplier can check the critical dimensions before shipment and whether photos, measurement records, or order-specific inspection notes are needed. If special testing, material documentation, or third-party inspection is required, these requirements should be discussed before the order is confirmed.
Include Export Packing Protection in the Technical Review
Export packing is part of the technical confirmation, not only a logistics detail. Graphite parts may chip, crack, or break if they move inside the package or if thin edges are not supported. Small precision parts, rings, plates, blocks with holes, and thin-wall parts may need different packing methods.
For fragile graphite components, buyers should confirm whether parts need separation, edge protection, foam support, inner cartons, wooden cases, or other order-specific packing. The packing method should match the part size, quantity, shape, fragility, and shipping method.
This is different from graphite paper or sheet-roll packaging. Custom machined graphite parts often have machined edges and precise geometry, so the packing plan should be reviewed according to the actual part structure.
How to Judge Whether the Supplier Understands the Product
A graphite machined parts supplier does not need to make broad claims to be useful to the buyer. The more important question is whether the supplier asks the right technical questions before quoting.
During the RFQ stage, buyers can observe whether the supplier asks about drawing revision, material grade, density or purity expectations, critical tolerance points, small-hole risk, thin-wall structures, inspection method, sample confirmation, and packing protection. These questions show whether the supplier is reviewing the part as a custom graphite component, not as a generic item.
A practical supplier response may include questions about drawing details, notes about fragile features, comments on inspection points, and packing suggestions. If a supplier quotes immediately without asking technical questions for a complex part, buyers may need to confirm whether the quotation includes the real machining and inspection scope.
RFQ checklist before ordering custom graphite parts
- Latest 2D drawing with revision number and units
- 3D file if available for geometry reference
- Critical dimensions and practical tolerance expectations
- Small holes, thin walls, grooves, sharp corners, or fragile edges marked clearly
- Required graphite grade, or working conditions if the grade is not defined
- Density, purity, porosity, or contamination-related expectations when relevant
- Application field such as semiconductor, vacuum furnace, metallurgy, continuous casting, or industrial equipment
- Inspection method and acceptance points
- Sample confirmation needs before bulk order
- Export packing protection requirements
Common Sourcing Mistakes When Tolerance Is Not Confirmed
- Comparing price before drawing review: A lower price may not include the same machining difficulty, tolerance control, inspection scope, or packing protection.
- Sending only photos: Photos can help explain the product, but they cannot replace a drawing with dimensions, tolerance, material notes, and critical features.
- Ignoring small holes and thin walls: These features may increase graphite breakage risk and should be reviewed before production.
- Leaving material grade unclear: If the application depends on density, purity, thermal behavior, or surface condition, material expectations should be confirmed early.
- Discussing inspection after production: Inspection method should be agreed before machining starts, especially for parts with assembly-critical dimensions.
- Treating packing as a final step only: Export packing protection should be considered during the technical review when the part has fragile edges or thin sections.
FAQ: Confirming Drawing Tolerance for Custom Graphite Parts
What drawing information should buyers send before asking for a quotation?
Buyers should send the latest drawing revision, units, material notes if available, critical dimensions, tolerance requirements, surface finish expectations, and any application information that affects machining or inspection. A 3D file can help with geometry review, but it should not replace a dimensioned 2D drawing.
How can buyers verify practical tolerance before ordering?
Buyers can mark critical dimensions on the drawing and ask the supplier to review them against the part geometry, graphite material, small holes, thin-wall structures, surface finish requirements, and inspection method. This helps both sides confirm which dimensions need closer control before production.
Why do small holes and thin walls need special review in graphite machining?
Graphite is machinable but brittle. Small holes, deep holes, thin walls, narrow bridges, and sharp corners may increase chipping or breakage risk. These areas should be reviewed before sample or bulk production.
Should density and purity be confirmed for every custom graphite part?
Density and purity should be confirmed when they matter for the application. For semiconductor-related equipment, vacuum furnace parts, metallurgy, continuous casting, and some industrial equipment, material properties may affect suitability. If the requirement is unclear, buyers should explain the working condition to the supplier.
What inspection method should be discussed before production?
Buyers should confirm which dimensions will be checked, how hole position or flatness will be reviewed, whether surface condition and edge damage are included, and whether photos or measurement records are needed for the specific order.
How does export packing relate to drawing tolerance?
If a part has thin walls, sharp edges, small holes, or precise machined surfaces, damage during shipment can affect usability even if machining was correct. Packing protection should match the actual part geometry and fragility.
Discuss Custom Graphite Part Drawings With QDZRT
Before ordering custom graphite parts, buyers should confirm drawing revision, practical machining tolerance, small-hole and thin-wall risks, material grade, density/purity expectations, inspection method, and export packing protection. These details help make the quotation and production review more practical.
QDZRT can review custom graphite machining inquiries based on drawings, specifications, and application requirements. If you are preparing an RFQ for graphite rings, molds, plates, bushings, fixtures, or other machined graphite components, send the latest drawing and key confirmation points for review.
Contact QDZRT to discuss your custom graphite part drawings and tolerance requirements.
Your feedback helps us improve technical articles for industrial buyers.
Sorry this article did not fully help.
You can tell us what was unclear, what was missing, or what topic you would like us to explain better.


