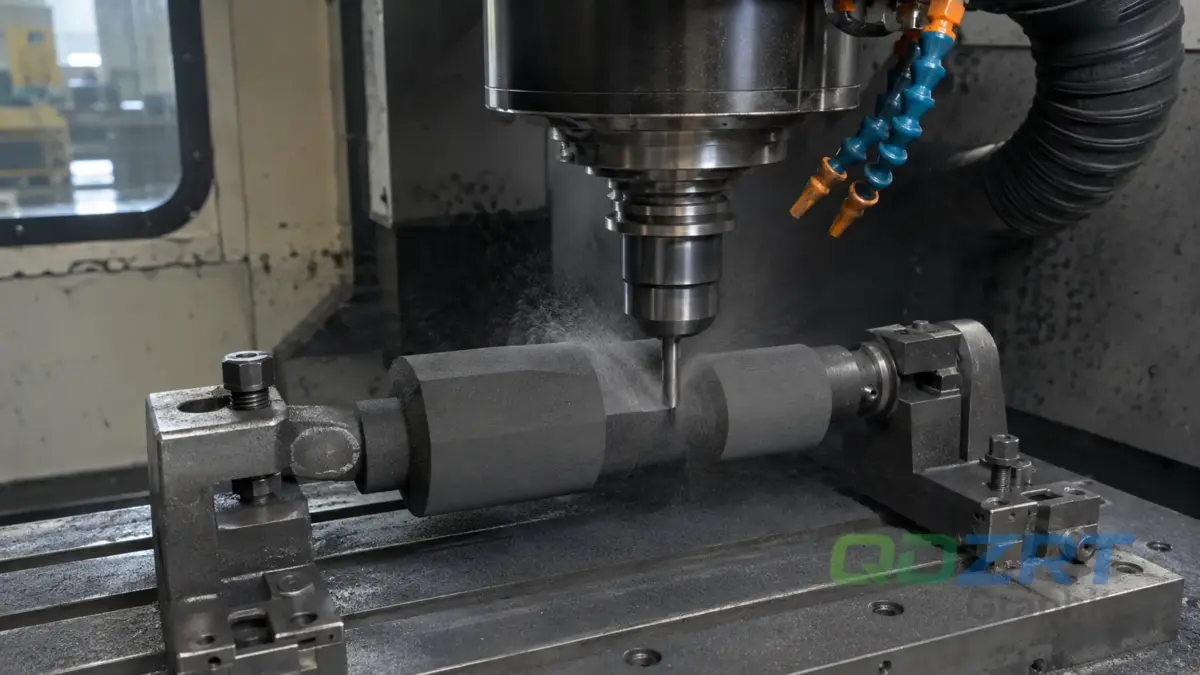
Graphite machining works well when the process is planned around the material. Graphite is stable, machinable, and useful in many industrial parts, but it is also porous, abrasive, brittle at thin edges, and usually machined dry.
The goal is not to make graphite behave like metal. The goal is to choose the right grade, keep the material clean and dry, control dust, use suitable tooling, and cut the part in a way that protects the features that matter.
Key point: Successful graphite machining is not one trick. It is a set of small decisions that keep the material, tooling, part geometry, and final use aligned.
Keep the Material Dry
Graphite is commonly machined dry. Liquid coolant can create slurry, carry fine graphite particles into unwanted areas, and affect material cleanliness. If the graphite stock has absorbed moisture during storage or handling, that moisture can also make cutting less predictable.
Dry material helps chips and dust leave the cut more cleanly. Wet or contaminated material can pack inside slots, holes, saw cuts, and pockets, forcing the tool to recut the same material instead of clearing it.
Process note: If the part is used in a clean, thermal, electrical, or sealing application, material condition and post-machining cleaning should be discussed before production.
Start With the Right Graphite Grade
Graphite grades are not interchangeable. Grain size, density, hardness, strength, porosity, purity, and electrical or thermal behavior can change from one grade to another. Those differences affect both machining and final performance.
Fine details usually need a finer grade. High-temperature fixtures may need another material direction. Electrical or sealing applications may require different properties again. The part drawing gives the shape, but the application helps define the material.
“A graphite grade should be selected for the part’s job, not only for the easiest machining route.”
Control Dust Without Letting It Control the Job
Dry graphite machining produces fine dust. That dust should be controlled because it can affect the machine, the work area, the part surface, and inspection reliability. Dust also becomes more important when the part has small holes, grooves, pockets, or clean functional faces.
Dust control is not only about cleanup after machining. It is part of the process plan. The cleaner the cutting, measurement, and packing steps are, the easier it is to deliver a usable graphite part.
Use Sharp Tools and Watch the Edges
Graphite is abrasive, so tool condition matters. A dull tool does not simply cut slower. It can push on the material, increase edge damage, worsen finish, and reduce repeatability across a batch.
Sharp tooling is especially important when the part has thin walls, small holes, ribs, slots, or edges that must stay clean. If a sharp corner is not functional, a small chamfer may make the part more practical without changing its use.
Tip: Mark functional edges on the drawing. The supplier can then protect the important edges and treat cosmetic edges more practically.
Plan the Toolpath Around Graphite
Graphite toolpaths should avoid creating weak unsupported sections too early. Pockets, islands, ribs, and thin features need a cutting sequence that keeps the part stable while material is removed.
For some pockets, it may be better to open the center first and work outward. For other features, the safest method depends on wall thickness, tool access, part support, and which surfaces must be protected.
Better machining note:
“Please review the pocket, rib, and thin-wall areas before machining. Functional surfaces and protected edges are marked on the drawing.”
Conclusion
Successful graphite machining comes from matching the process to the material. Dry stock, suitable grade selection, dust control, sharp tooling, and graphite-specific toolpaths all reduce avoidable problems.
Final takeaway: A good graphite part is not only accurately cut. It is made from the right grade, machined with the right process, and protected where the function requires it.
For drawing-based finished graphite components, review QDZRT’s Custom Graphite Machined Parts page. For graphite blanks and stock material, see the Graphite Block page.
Your feedback helps us improve technical articles for industrial buyers.
Sorry this article did not fully help.
You can tell us what was unclear, what was missing, or what topic you would like us to explain better.