Graphite is easy to misunderstand in a machine shop. It can look soft, cut quickly, and seem simple from the drawing. Then the problems appear: dust, chipped edges, wrong material grade, poor surface finish, or parts that measure correctly but fail in use.
Most graphite machining mistakes come from treating graphite like a familiar metal. It is not. Graphite has its own grades, grain sizes, porosity, strength behavior, and machining limits.
Key point: A graphite part can be dimensionally correct and still be wrong if the material grade, surface condition, or edge design does not match the application.
Mistake 1: Choosing Graphite Only by Price
Graphite grades can look similar in photos and still perform very differently. Density, hardness, porosity, grain size, strength, electrical resistivity, and thermal behavior can all change from one grade to another.
The lowest-price grade may be fine for a simple spacer or non-critical block. It may be a poor choice for a thin electrode, a sealing surface, a furnace fixture, or a part that needs fine detail.
Material note: Ask what the part must do before choosing the graphite grade. Function matters more than appearance.
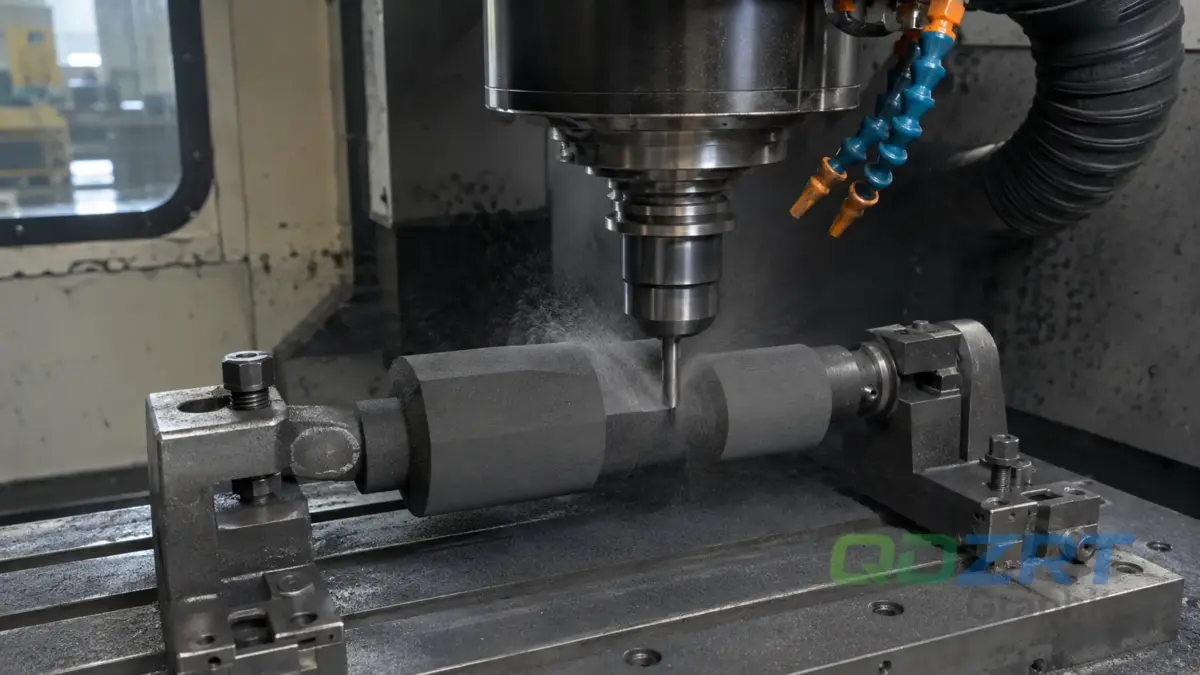
Mistake 2: Using a Metal-Cutting Mindset
Graphite is commonly machined dry. A process built around flood coolant, metal chips, and metal-style cleanup does not transfer cleanly to graphite. Coolant can create contamination and slurry problems, while dry graphite machining requires attention to dust and surface cleanliness.
The machine, tooling, holding method, and cleanup plan should be chosen for graphite from the beginning. Trying to force graphite into a standard metal workflow often creates avoidable problems.
“If the process assumes coolant, metal chips, and ductile edges, it is probably not ready for graphite.”
Mistake 3: Ignoring Grain Size and Detail
Fine details need a graphite grade that can support fine details. If the particle size is too coarse for the feature, the part may chip, lose edge definition, or fail to hold the intended surface quality.
This matters for EDM electrodes, small slots, thin ribs, sealing features, narrow grooves, and detailed molds. A drawing can show a fine feature, but the material still has to support it.
Tip: When a part has small details, do not only send dimensions. Also tell the supplier which surfaces or edges are functional.
Mistake 4: Letting Tool Wear Control the Part
Graphite is abrasive. Worn tools can produce poor finish, rounded details, chipped edges, and dimensional drift. The part may still look close to the drawing, but repeatability can suffer across a batch.
This does not mean every job needs the most expensive tooling. It means tool choice, tool condition, and inspection points should match the graphite grade, part geometry, and quantity.
Mistake 5: Treating Sharp Corners as Free
Sharp corners look clean on a drawing. In graphite, they can be fragile. If the sharp edge is functional, it should be marked and protected. If it is not functional, a small chamfer or radius can make the part easier to machine, clean, pack, and install.
This is especially important for thin walls, outside corners, small steps, and parts that will be handled repeatedly before use.
Risk: A non-functional sharp edge can add machining and handling risk without improving the part.
Mistake 6: Comparing Graphite Quotes Without Context
Graphite price differences can come from material grade, purity, grain size, density, block size, machining allowance, tolerance, quantity, inspection work, and packaging. Two quotes may not cover the same thing even if the part name is the same.
A fair comparison needs the same drawing, same grade direction, same tolerance expectations, same quantity, and the same finished-part requirements.
Better quote request:
“Please quote the part based on the attached drawing, suggested graphite grade, critical dimensions, quantity, cleaning needs, and packaging requirements.”

Conclusion
Graphite machining mistakes are usually preventable. Choose the grade for the job, design details for the material, machine it as graphite, and compare quotes by the same technical requirements.
Final takeaway: The goal is not only to make the graphite part match the drawing. The goal is to make the part match the application.
For drawing-based finished graphite components, review QDZRT’s Custom Graphite Machined Parts page. For graphite material blanks, see the Graphite Block page.
Your feedback helps us improve technical articles for industrial buyers.
Sorry this article did not fully help.
You can tell us what was unclear, what was missing, or what topic you would like us to explain better.