Why Thin Walls and Small Holes Change Custom Graphite Machined Parts Quotes
A drawing may look simple at first glance: one graphite plate, several small holes, a narrow groove, and two thin side walls. After the quotation starts, the discussion becomes longer than expected. The supplier asks about tolerance, edge protection, material grade, machining allowance, sample quantity, and whether a sharp inside corner can be adjusted.
This does not always mean the part is difficult to understand. It often means the drawing contains features that may change the machining route, inspection method, material selection, or breakage risk. For custom graphite machined parts, small geometry details can affect more than the final dimension. They can affect whether the part is practical to machine, pack, inspect, and repeat in bulk production.
This article explains why thin walls, small holes, deep grooves, and sharp corners often lead to different quotations for custom graphite parts, and what information buyers can prepare before sending an RFQ.
A Small Drawing Detail Can Change the Whole Machining Plan
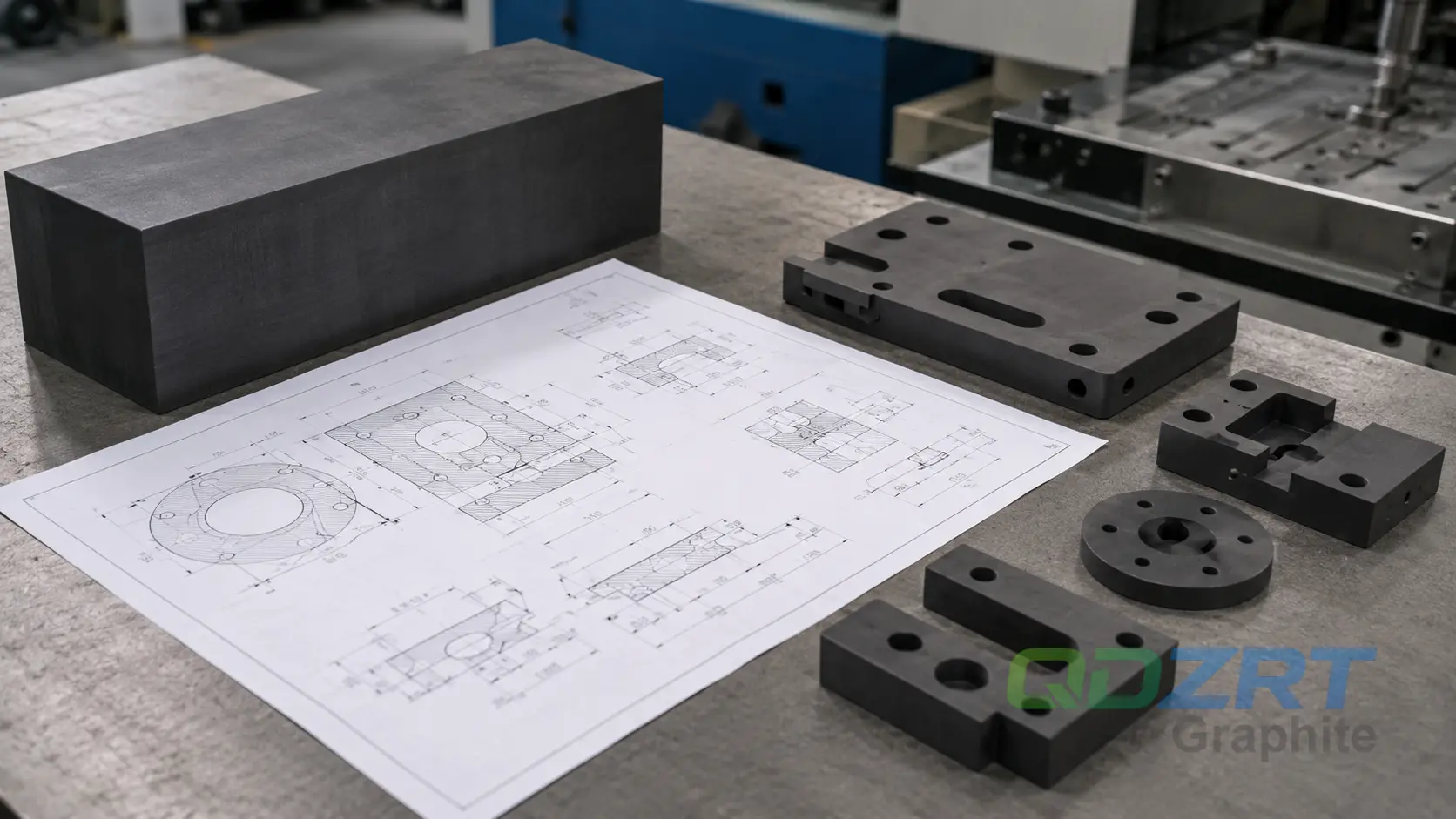
Many graphite parts are quoted from drawings rather than from standard product sizes. A ring, block, plate, fixture, electrode, guide part, or furnace component may all begin with a similar request: “Please quote according to the attached drawing.”
The drawing may show the outside size clearly, but the real machining work is often decided by smaller details:
- wall thickness near holes or grooves
- hole diameter and hole depth
- distance between hole edge and outer edge
- inside corner radius
- flatness, parallelism, or tight tolerance notes
- whether the part is a prototype or repeat production item
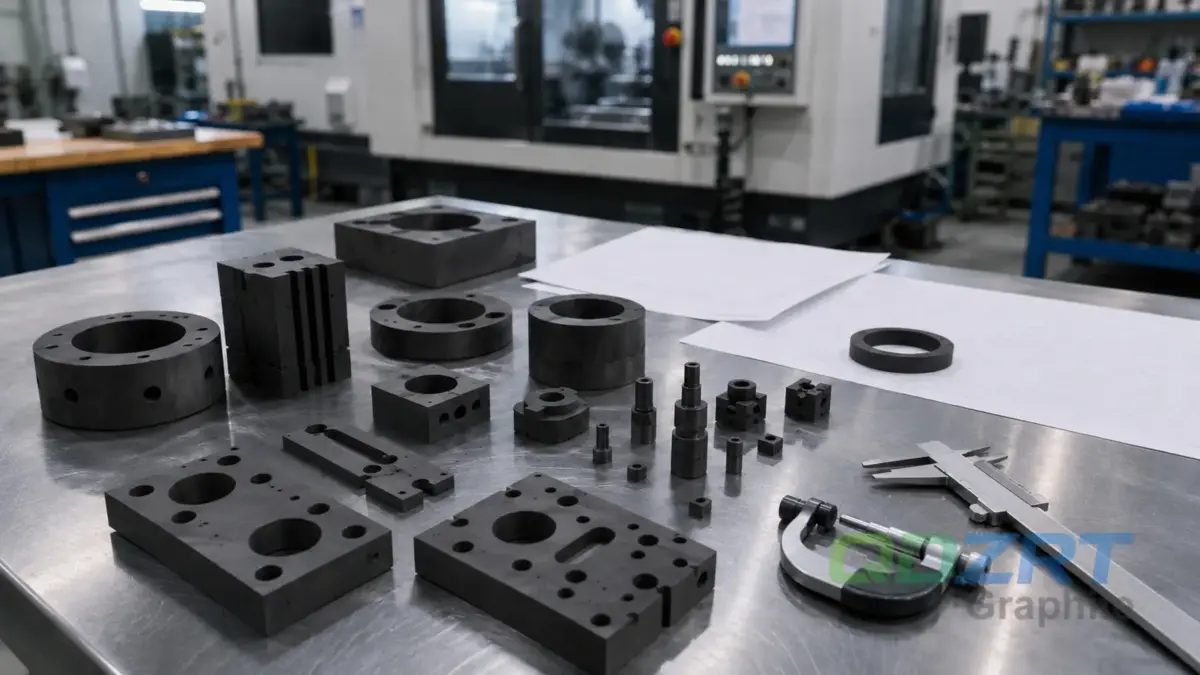
Two parts with the same outside size may require different machining time if one includes thin ribs, small through-holes, or fragile edges. A thicker graphite block with open machining space is usually easier to process than a thin graphite component with several narrow features close to the edge.
This is why a useful graphite machining quotation should not only copy the drawing size into a price sheet. The supplier needs to understand which features are functional, which dimensions are flexible, and which areas need extra care during machining and packing.
Thin Walls Are Not Only a Dimension Issue
Thin walls are common in graphite trays, rings, holders, plates, fixtures, and some sealing-related components. On the drawing, a thin wall may only appear as one number. During production, it may influence material handling, tool path, clamping, vibration, edge strength, and inspection.
Graphite can be machined into many shapes, but it is also a brittle carbon material. A thin wall has less support during cutting and handling. If the wall is too thin compared with the part size, the risk may appear at several stages:
- edge chipping during rough machining
- corner damage during finishing
- breakage during cleaning or inspection
- damage during export packing and transportation
- unstable repeatability if the same feature is produced in larger quantity
For buyers, the important point is not to remove every thin wall from the design. Some thin walls are necessary for assembly, heat exposure, flow channels, weight reduction, or equipment fit. The practical question is whether the wall is functional, whether the tolerance is realistic, and whether a small design adjustment can reduce machining risk without affecting use.
For example, if a thin edge is only used as a positioning border, a small radius or slightly stronger wall may make the part easier to produce. If the wall must stay thin because of assembly space, the quotation may need to include more careful machining and stricter packing protection.
Small Holes and Deep Grooves Need Early Review
Small holes are another common reason why custom graphite parts need more discussion before pricing. A shallow hole in an open surface is usually easier to review. A small deep hole, a hole near the edge, or a hole crossing another feature may require more attention.
The same is true for grooves. A wide open groove may be simple. A deep narrow groove with a sharp bottom, thin remaining wall, or tight tolerance may need a different machining approach.
When reviewing small holes and grooves, the supplier usually needs to check:
- whether the hole is through or blind
- hole diameter and depth relationship
- distance from the hole to the nearest edge
- whether the hole intersects with another hole or slot
- whether the bottom shape must be flat, angled, or rounded
- whether the hole is for assembly, flow, alignment, or weight reduction
A buyer may mark a small hole as a normal dimension, but the production team may see it as the feature that decides tool choice, machining sequence, and inspection difficulty. If the hole is not function-critical, relaxing a tolerance or adjusting the hole depth may help control cost and reduce risk. If it is function-critical, it should be clearly marked so the supplier does not treat it as a secondary feature.
Sharp inside corners are often copied from metal part drawings. In graphite machining, a sharp corner may be possible in some places, but it is not always the most practical choice. Tool shape, material structure, and edge strength all need to be considered.
Outside sharp edges can also create trouble. A part may leave the machine in acceptable condition but become damaged during inspection, packing, or long-distance shipping if the edge is too fragile. For export orders, edge protection is not a small detail. A graphite part with thin edges or delicate corners should be packed with separation, cushioning, and clear handling logic.
Before sampling, it is better to confirm which corners must remain sharp and which corners can accept a radius or chamfer. This small discussion can reduce avoidable sample rejection. It also helps the supplier quote with a more realistic process plan.
Material Grade and Geometry Should Be Checked Together
Some RFQs separate material and machining too much. The buyer may ask for a graphite block grade first, then send a complex drawing later. Another buyer may send the drawing but only write “graphite material” without grade, density, or application details.
For custom graphite machined parts, material grade and geometry should be reviewed together. A part with simple geometry may allow a wider material choice. A part with thin ribs, small holes, deep slots, or tight tolerances may need a more suitable graphite grade for machining stability and finished-part consistency.
The application also matters. A graphite part used for EDM tooling, furnace support, sealing equipment, thermal processing, or industrial fixtures may have different priorities. Some projects care more about machinability. Some care more about purity, density, oxidation environment, surface condition, or dimensional repeatability.
If the buyer only sends a drawing, the supplier may quote based on a general grade. If the buyer also explains the working environment and part function, the supplier can review whether a graphite block, fine grain graphite, isostatic graphite, molded graphite, or high purity graphite route is more suitable.
What to Send Before Asking for a Quote
A clear RFQ does not need to be complicated. It should give enough information for the supplier to judge material, machining, inspection, and packing at the same time.
For custom graphite machined parts, prepare these details when available:
- 2D drawing with dimensions and tolerance notes
- 3D file if the shape is complex
- material grade requirement, or current material used
- application and working environment
- critical dimensions that cannot be changed
- dimensions that may allow adjustment
- sample quantity and estimated bulk quantity
- surface, edge, or packing requirements
- destination country and preferred delivery method
If some information is not ready, it is still possible to start the discussion. Marking uncertain areas clearly is better than hiding them. For example, a buyer can write: “The hole position is critical, but the outside chamfer can be adjusted,” or “The material grade is not fixed yet; the part will be used in a high-temperature furnace fixture.”
These notes help avoid quotation gaps. They also make supplier feedback more useful.
How QDZRT Graphite Reviews Custom Graphite Part Inquiries
QDZRT Graphite reviews custom graphite part inquiries by looking at both the drawing and the intended use. For drawing-based parts, we pay attention to material grade, size, tolerance, thin wall areas, holes, grooves, edge condition, quantity, and export packing requirements.
When a part is suitable for machining from standard graphite block, we can discuss the block route and downstream machining requirements together. When the drawing requires tighter control or more delicate geometry, we may ask for additional details before confirming the quotation.
This approach helps reduce misunderstanding between sample approval and bulk order. A clear drawing, practical tolerance discussion, and suitable material choice can make the project easier to quote, easier to machine, and easier to repeat.
If you are sourcing custom graphite machined parts for EDM, furnace systems, sealing equipment, thermal processing, metallurgy, or industrial fixtures, send your drawing, quantity, application notes, and material requirements to QDZRT Graphite. Our team can review the machining feasibility and provide quotation support based on the actual part structure.
Your feedback helps us improve technical articles for industrial buyers.
Sorry this article did not fully help.
You can tell us what was unclear, what was missing, or what topic you would like us to explain better.